Температура и время пайки полипропиленовых труб: таблица
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Содержание
- 1 Общее влияние температуры при стыковочных работах
- 2 Как сваривать полипропиленовые трубы вручную
- 3 Нюансы выдержки нужного теплового режима
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.

- Температуру помещения.
- Время нагрева.

Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки.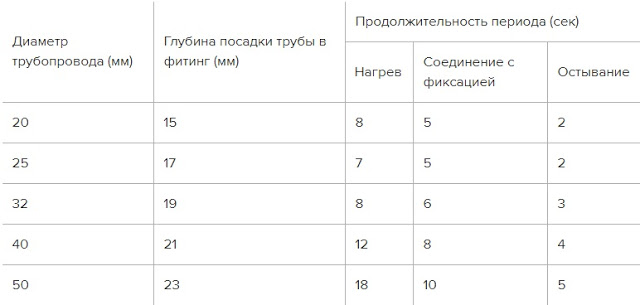 Глубина зачистки и ширина фаски.
Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.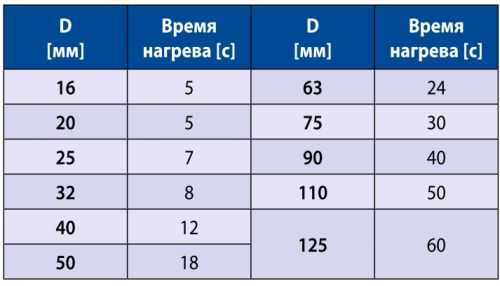
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2. Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
Похожие статьи:
таблица, особенности монтажа / Трубы и фитинги / Публикации / Санитарно-технические работы
Температура пайки полипропиленовых труб: таблица значений
Во время прокладки водопроводов часто используют полипропиленовые трубы. Их монтаж отличается простотой. Чтобы соединить трубопрокаты, применяют фитинги, которые стыкают спаянным методом с помощью утюга.
Температура пайки пропиленовых труб указана в специальной таблице, которой пользуются во время монтажных работ.
Метод стыковки: пайка.
Во время процесса следует учитывать множество факторов, чтобы получить качественный стык деталей. При проведении пайки следует учитывать температурный показатель сварки элементов, время нагрева, диаметр.
Сначала стоит понять, как пользоваться оборудованием для сварки.
Важно! Нельзя спаивать изделия, не выяснив размеры труб, их тип.
Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции.
Важная информация о ПП трубах.
В основе сварки лежит свойство полипропиленового материла, он быстро плавится. Когда затвердевает, создает прочность, герметичность изделию.
Трубопрокаты имеют различия в толщине стенок, цвете, диаметре, техническими характеристиками.
Сечение труб из ПП находится в пределах от шестнадцати до ста десяти миллиметров, к ним применяют разную технику соединения.
Внимание! Для проводки частного водопровода используют трубы с сечением максимум 63 миллиметра. Более крупные размеры изделий устанавливают в магистралях городского значения, они имеют свою технологию монтажа.
Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:
1. с синими полосками для водопровода с холодной водой.
с синими полосками для водопровода с холодной водой.
2.с красными полосками для водопровода с горячей водой.
Маркировка труб указывает на особенные свойства изделия, на нее опираются во время покупки продукции, также во время сварки.
Материал полипропилен в маркировке указывают с помощью сочетаний букв: PP-H, PP – B, PPR, также PPRC.
Внимание! Сочетания цифр с буквами на трубах дают информацию о диаметре изделия, толщине стенки, типе трубы, максимальном давлении. Эти данные важны во время пайки.
Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве.
Типы труб из полипропилена.
Различают следующие разновидности труб, изготовленных из полипропиленового материала:
1.маркировка PN 10 могут применяться для подачи холодной жидкости. Их применяют при монтаже теплых полов, если носитель в трубах не будет нагреваться более сорока пяти градусов.
2.маркировка PN 16, трубы можно устанавливать в холодном и горячем трубопроводе. Максимальный температурный режим носителя может быть до 60 градусов выше ноля.
3.маркировка PN 20, трубы предназначены для воды до 90 градусов выше ноля, трубопроводы должны быть защищены от воздействия гидроударов.
4.маркировка PN 25, трубы можно применять для центральной либо автономной сети, максимальный показатель температуры может быть 95 градусов, но кратковременно могут выдержать большую температуру.

Во время производства действует правило: толщина стенок увеличивается, если повышается температура жидкости с давлением в сети.
По данным таблицы можно определить необходимый внутренний размер трубы, ее толщину, зная наружное сечение. Определяя параметры, учитывают тип изделия по показателю номинального давления.
Данные условия следует соблюдать, выбирая и применяя изделия из полипропилена.
Технологические особенности процесса.
Выделяют виды пайки полипропиленовых труб:
1. стыковой тип.
стыковой тип.
2.муфтовый тип.
Стыковой вид редко применяют при монтаже коммуникаций в доме, потому что сложен для самостоятельной установки. Его применяют для прокладки магистральных сетей с трубами большого размера.
Внимание! В квартирах используют сварку с помощью муфт, которая доходит, чтобы соединять трубы сечением, равным минимум 16 миллиметров, максимум 63 миллиметра.
Муфтовая сварка основана на принципе: два изделия соединяют с помощью раструбов, нагревая с помощью специального инструмента. Они должны быть равны по размеру сечения, толщине стенок
Важно! Муфта до нагрева должна быть меньшего диаметра по отношению к трубе.
Этапы пайки:
1.соединяют паяльник с деталью.
2.нагревают до температуры плавления.
3.добиваются герметичного узла.
Зона оплавленного полимера должна охватывать только те, поверхности, которые будут соединены.
Главное, во время убрать детали от инструмента, соединив их друг с другом. В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.
В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.
Температура пайки труб из ПП материала.
Нельзя перегревать изделия для пайки, и наоборот, недостаточно разогревать.
При перегреве детали деформируются с образованием наплыва валика, уменьшится внутреннее сечение. В зоне некачественных стыков образуется накипь и пробки.
При малом нагреве стыковка будет слабой, герметичность невысокая, возможны протечки.
Чтобы исключить прорывы труб, надо строго придерживаться технике сварки, учитывая следующие параметры в виде:
1.диаметра изделий для сварки.
2.время, требуемое для нагрева, остывания изделий.
3.температуру оборудования.
4.температуру во время пайки в помещении или на улице.
Сварку нельзя проводить, если температурный показатель ниже, чем десять градусов мороза, либо выше девяноста градусов тепла.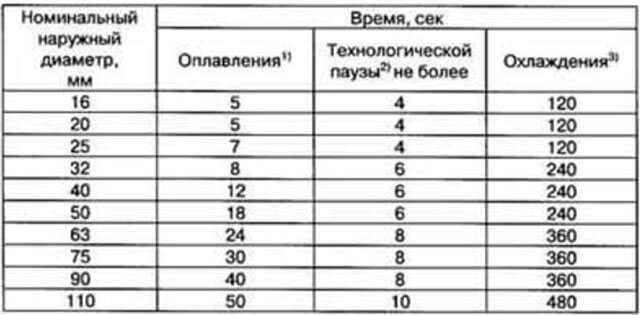 Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
В специальной таблице определена зависимость температуры и времени процесса.
При понижении температуры на улице ниже пяти градусов выше ноля, процесс нагревания потребует на пятьдесят процентов времени больше, по-другому в 2 раза.
Температура нагрева одинакова плюс двести шестьдесят градусов. Допустимое значение температуры равно от плюс 255 до плюс 280 градусов.
Данный параметр не зависит от размера сечения трубы, они одинаков для труб с сечением 16 миллиметров, и для труб с сечением 50 миллиметров. Изменяется лишь время проведения сварки. Поэтому в таблицах температуру пайки для труб из ПП не прописывают.
Монтажные работы.
Пайка занимает немного времени, этому свидетельствует таблица. Для стыка деталей внутри помещения, с сечением в двадцать миллиметров, понадобится 5 секунд, чтобы нагреть детали, 4 сек., чтобы соединить, три минуты, чтобы материал отвердел. В итоге весь процесс занимает 3 минуты и девять секунд.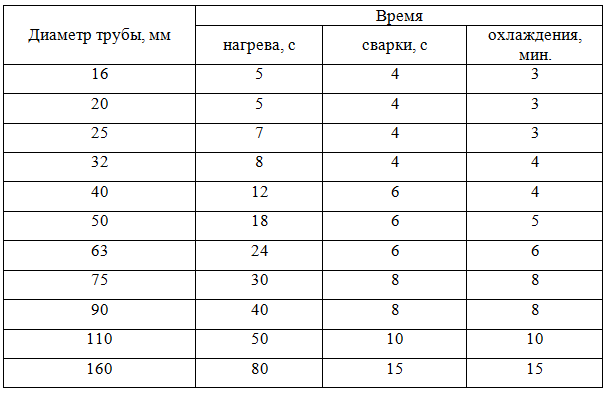
Важно, чтобы весь механизм пайки был отработанным, не возникало заминки во время соединения.
Инструменты для пайки. Чтобы выполнить работы дома, понадобится оборудование для стыка деталей из ПП. К ним относят трубы, уголки, муфты, тройники с заглушками.
Если приходится проводить работы с чистого листа, и в дальнейшем обслуживать систему, то можно купить прибор. Но лучше взять прибор в аренду.
Также понадобится:
1.маркер.
2.строительный уровень.
3.рулетка.
4.линейка.
Процесс нанесения разметки и нарезки трубопрокатов.
До паечных работ трубы нарезают необходимой длины. Изделия складывают согласно схеме. Схему обязательно продумывают перед монтажом водопроводной системы либо отопления.
С помощью трубореза нарезают куски необходимого размера. Далее подбирают фитинга под размер в виде муфт, тройников, уголков. При наличии армированного слоя, необходимо зачистить алюминиевое покрытие.
Трубы должны иметь ровные края, отрезанные перпендикулярно трубной оси.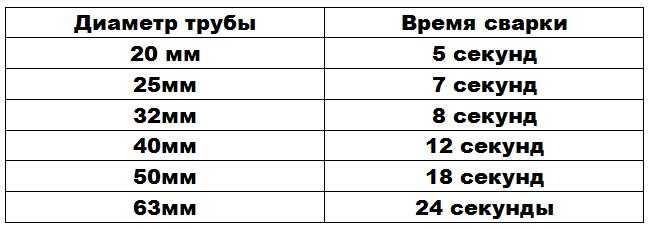 Все поверхности очищают, обезжиривают.
Все поверхности очищают, обезжиривают.
Процесс нагрева и соединения деталей.
Подготовив аппарат для работы, подбирают муфты с дорнами необходимого размера. Включают утюг в розетку, нагревают до температуры двести шестьдесят градусов в среднем. Точная температура указана в инструкции к паяльнику.
На некоторых инструментах присутствует шкала, равная 320 градусам выше ноля. Однако, не следует нагревать оборудование максимально. В инструкции указаны ситуации, требующие максимального нагрева прибора.
Наносят отметки, которые показывают глубину прогрева на деталях. Поверхности надо обезжирить и высушить. Влага считается причиной разгерметизации стыков.
Во время нагрева один конец трубопроката вставляют в муфту до отметки, надевают максимально соединительную деталь на дорн.
Как только все детали установлены, отсчитывают время, указанное в таблице. Через необходимое время детали снимают, соединяют фитинг с трубой, придерживаясь отметки.
Чтобы поправить детали, отводится несколько секунд. Нельзя переворачивать детали, допускать их перекосы.
Узел следует удерживать до тех пор, пока стык не затвердеет. Как правило, занимает этот процесс три минуты, время надо смотреть в таблице.
Если детали спаяны правильно, то стык прочен и герметичен.
Все узлы сваривают по очереди, далее из них собирают единую систему, сваривая их в нужном месте по нанесенному контуру водопровода, канализации либо отопления.
 youtube.com/embed/Cwn87PSQj50?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Cwn87PSQj50?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Как паять полипропиленовые трубы
06.07.2018
СваркаЧасто возникает вопрос, что за материал полипропилен и как паять полипропиленовые трубы. На сегодняшний день для выполнения монтажа водопровода, отопления или канализации используется популярный метод пайки труб из полипропилена. Этот материал отличается долговечностью и высокими техническими показателями. Поэтому многих интересует, как паять полипропиленовые трубы, чтобы получить эффективный результат работы. Как и при любой установке, этот процесс требует аккуратности и терпения.
Пайка полипропиленовых труб осуществляется с помощью паяльника со специальными насадками для нагрева труб.
Технические характеристики труб
Прежде чем приступить к работе, следует знать, какие трубы нужны для того или иного процесса, как правильно паять полипропиленовые трубы специальным инструментом.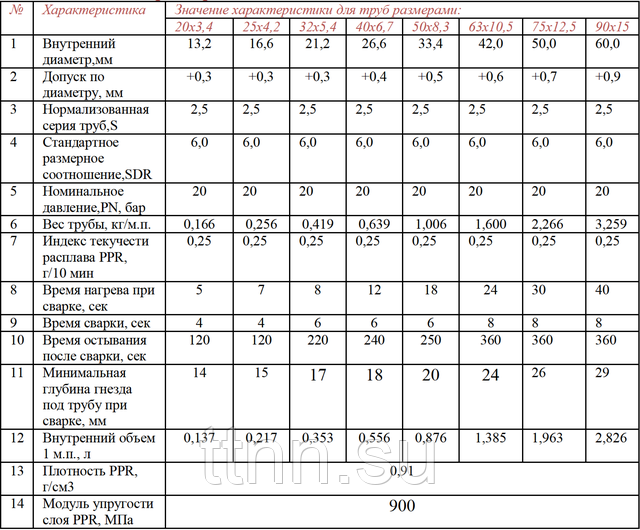 Их сборка производится с помощью паяльника и фитингов, к которым относятся муфты, уголки, тройники и др.
Их сборка производится с помощью паяльника и фитингов, к которым относятся муфты, уголки, тройники и др.
Технические параметры сварки (пайки) полипропиленовых труб.
Этот тип трубы используется при монтаже любого типа трубопровода. При этом их можно монтировать как в открытом виде, так и в закрытом, например, при забивании в стену. Для их пайки используются соединительные фитинги, обеспечивающие фасонное соединение, и резьбовые, у которых оно получается разъемным.
Трубы полипропиленовые делятся на 4 вида. К первому PN10 относятся трубы, рабочее давление которых составляет 1 МПа. Они имеют тонкие стенки и используются при устройстве теплых полов и для подачи холодной воды до +20°С. Марка материала PN16 применяется для проведения холодной воды, а также для систем отопления с низким напором. Трубы типа PN20 универсальны и имеют рабочее давление 2 МПа. Их монтируют при прокладке любого водопровода как для холодной, так и для горячей воды. К последнему типу PN25 относятся трубы, имеющие рабочее давление 2,5 МПа. Этот материал армирован алюминиевой фольгой и предназначен для монтажа любой системы отопления, а также для горячего водоснабжения.
Этот материал армирован алюминиевой фольгой и предназначен для монтажа любой системы отопления, а также для горячего водоснабжения.
Правила пайки полипропиленовых труб
Сварка полипропиленовых труб трезвая.
Потребуются:
- паяльная машина;
- специальные ключи.
Полипропиленовые трубы соединяются между собой паяльником со специальными насадками. К ним относятся гильза, предназначенная для оплавления поверхности снаружи, и оправка, необходимая для оплавления поверхности раструба непосредственно на соединительной части изнутри. Эти сопла имеют тефлоновое покрытие и диаметр от 16 до 40 мм. После каждой сварки антипригарный материал очищают обязательно горячим тряпкой из брезента или деревянными скребками.
Перед работой сварочный аппарат для устойчивости устанавливают на горизонтальную поверхность, чтобы он не падал. А на нем с помощью предназначенных для этих целей ключей закрепляются сменные насадки необходимого для работы размера. От их расположения зависит удобство в процессе монтажа.
От их расположения зависит удобство в процессе монтажа.
Состав паяльника для пластиковых труб.
Например, для установки ответвления трубопровода, расположенного на стене, их располагают ближе к концу. При выполнении работ в вертикальном положении и в неудобных для пайки местах необходим еще один человек. Для получения более качественной стыковки полипропиленовых труб все элементы будущего трубопровода собираются отдельно.
Паять полипропиленовые трубы следует, соблюдая температурный режим. Нагрев паяльника напрямую зависит от температуры окружающей среды и длится 10-15 минут. В жаркую погоду время сварки следует сократить, а при холодном воздухе, наоборот, увеличить. При температуре ниже 0°С соединение полипропиленовых труб и фитингов с помощью паяльника запрещено. Процесс пайки этого материала предусмотрен только при 260°С. Также нужно правильно подобрать временной интервал пайки и охлаждения, который зависит от диаметра труб, т.е. чем он больше, тем больше затрачивается времени.
О готовности устройства к работе сообщает индикатор. Для получения прочного и надежного сварного шва паяльник необходимо полностью разогреть. В противном случае детали не достигнут температуры вязкой пластичности, поэтому материал не будет диффундировать. В случае перегрева паяльника может произойти чрезмерное прилипание полипропилена и, как следствие, потеря устойчивости формы. Во время всего процесса пайки устройство должно быть всегда включено.
Вернуться к содержаниюПайка полипропиленовых труб
Схема монтажа и пайки полипропиленовых труб.
Потребуется:
- трубы полипропиленовые;
- сварочный аппарат;
- резак для пластика; бритва
- ;
- седло сварное.
Спайка труб из полипропилена может выполняться муфтовым, раструбным или стыковым способом. При муфтовом соединении две детали скрепляются специальной муфтой, а для соединительных узлов с резьбой используются фитинги с раструбом. Этот вид пайки применяется для полипропиленовых труб диаметром менее 63 мм. Сварка встык выполняется без дополнительных деталей и осуществляется для труб, диаметр которых превышает 63 мм. Трубообразный способ пайки труб малого диаметра осуществляется либо ручным аппаратом для сварки, либо центрирующими приспособлениями.
Сварка встык выполняется без дополнительных деталей и осуществляется для труб, диаметр которых превышает 63 мм. Трубообразный способ пайки труб малого диаметра осуществляется либо ручным аппаратом для сварки, либо центрирующими приспособлениями.
Для выполнения пайки раструба сначала ножницами или пластиковым резаком под прямым углом отрежьте трубу необходимой длины. Если изделие армировано, то торцы зачищаются. Для этого бритва снимает два верхних слоя: полипропилен и алюминий. Зачистку производят на глубину упором инструмента, определяющую глубину сварки. Далее поверхность деталей зачищается и обезжиривается. После этого можно приступать к пайке. Сначала нужно нагреть паяльник до необходимой температуры и уже через 5 минут можно приступать к первой сварке.
Шиповые соединения нужно делать быстро, иначе они могут деформироваться.
Стыковая сварка полипропиленовых труб.
При нагреве допускается угол поворота, не превышающий 100°. Во избежание лишних движений в процессе сварки необходимо предварительно нанести на трубы соответствующие ориентиры. По окончании пайки необходимо выдержать время, необходимое для охлаждения, особенно для тонкостенного материала. При этом в процессе охлаждения ни в коем случае нельзя проворачивать или изгибать элементы. Если соединение фитингов было выполнено неправильно, то соединительный фитинг необходимо вырезать для исправления ошибки. При сварке таких элементов, как уголки, тройники и шаровые краны, учитывают, у которых ручка должна свободно перемещаться в любом положении. По окончании работ все свариваемые элементы закрепляются между собой и не подвергаются никаким нагрузкам. Паять пропиленовые трубы следует инструментом с чистыми насадками.
Во избежание лишних движений в процессе сварки необходимо предварительно нанести на трубы соответствующие ориентиры. По окончании пайки необходимо выдержать время, необходимое для охлаждения, особенно для тонкостенного материала. При этом в процессе охлаждения ни в коем случае нельзя проворачивать или изгибать элементы. Если соединение фитингов было выполнено неправильно, то соединительный фитинг необходимо вырезать для исправления ошибки. При сварке таких элементов, как уголки, тройники и шаровые краны, учитывают, у которых ручка должна свободно перемещаться в любом положении. По окончании работ все свариваемые элементы закрепляются между собой и не подвергаются никаким нагрузкам. Паять пропиленовые трубы следует инструментом с чистыми насадками.
Если есть необходимость установки дополнительного ответвления на существующий трубопровод, то используются сварные посадочные места. При этом для работы потребуется специальное устройство с дрелью и специальные насадки сварочных инструментов к ним. Сначала в стенке трубы просверливается отверстие при температуре 260°С. В него вставляется нагревательная насадка так, чтобы инструмент полностью доставал до стенки трубы снаружи. После этого в нагревательный рукав устанавливается штуцер седла, при этом поверхность привариваемого седла должна быть полностью вплотную к дуге инструмента. Все элементы должны нагреваться в интервале 30 секунд. Затем нужно снять приспособление для сварки и быстро вставить штуцер в нагретое отверстие.
Сначала в стенке трубы просверливается отверстие при температуре 260°С. В него вставляется нагревательная насадка так, чтобы инструмент полностью доставал до стенки трубы снаружи. После этого в нагревательный рукав устанавливается штуцер седла, при этом поверхность привариваемого седла должна быть полностью вплотную к дуге инструмента. Все элементы должны нагреваться в интервале 30 секунд. Затем нужно снять приспособление для сварки и быстро вставить штуцер в нагретое отверстие.
Сварная посадка плотно прижимается к наружной поверхности трубы и фиксируется в фиксированном положении примерно на 15 секунд. На остывание составов уходит 10 минут, после чего можно подвергать их любым нагрузкам.
Как правильно паять трубы ППР?
Полипропиленовые трубы постепенно получают наибольшее распространение. Причины этого. Полипропиленовые трубы и фитинги к ним относительно дешевы. Соединение штуцера и трубы потом не протекает, его можно назвать практически вечным, как и сами трубы. Но важно понимать, как паять пластиковые трубы. Помните, что правильная техника – залог успеха.
Но важно понимать, как паять пластиковые трубы. Помните, что правильная техника – залог успеха.
Технология пайки
Процесс сварки (пайки) предельно прост! Полипропилен эластичен при термическом нагреве – он переходит в состояние, которое можно сравнить с глиной. Когда материал остывает, его структура резко затвердевает. По-научному этот процесс называется сваркой полиэстера. Когда вы наберетесь достаточного опыта сращивания полипропиленовых труб, то это покажется невероятно легким.
Методы пайки
Теперь пайка двумя способами. Муфтовая пайка – это соединение двух труб с помощью специальной муфты или отрезка трубы, диаметр которого больше двух свариваемых изделий. Этот метод используется, когда свариваемая труба имеет диаметр менее 63 мм.
Видео пайка – это просто соединение двух смежных граней труб без каких-либо дополнительных сторонних элементов. Этот вариант предпочтительнее с точки зрения эстетики, но сложнее с точки зрения исполнения.
Для выполнения этой (прямой) пайки требуется опыт. Как паять полипропиленовые трубы? Эти оба описанных варианта считаются правильными, каждый способ имеет свои нюансы и особенности. Выбор вы делаете для себя, но в основном для бытового использования припой с муфтой.
Как паять полипропиленовые трубы? Эти оба описанных варианта считаются правильными, каждый способ имеет свои нюансы и особенности. Выбор вы делаете для себя, но в основном для бытового использования припой с муфтой.
Рекомендуем
Наиболее эффективные методы проращивания семян
Несмотря на то, что рассадный метод в овощеводстве является очень трудоемким процессом, его использует большинство огородников. Посев семян в открытый грунт — простой и удобный способ, но эффективен он только в определенных климатических зонах. I…
Краска световозвращающая. Область применения
Когда автомобили стали заполнять дороги, их популярность стала набирать светоотражающая краска. Благодаря этой краске, как водителям, так и пешеходам становится намного легче избежать ДТП в тёмное время суток. Назначение краски Светоотражающая краска – лакокрасочный материал,…
Как сделать значок своими руками — варианты изготовления (простые и сложные)
В советское время многие собирали значки, эмблемы, вымпелы.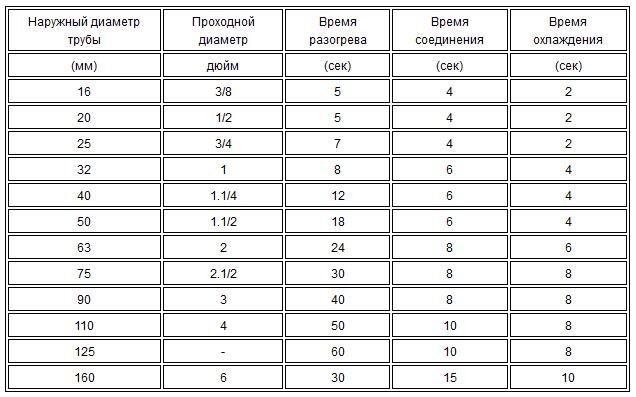 Достать их было непросто. А сегодня, благодаря технологиям, их можно изготовить самостоятельно. Зная, как сделать икону своими руками, вы сможете и сделать оригинальные подарки своим друзьям, и сделать…
Достать их было непросто. А сегодня, благодаря технологиям, их можно изготовить самостоятельно. Зная, как сделать икону своими руками, вы сможете и сделать оригинальные подарки своим друзьям, и сделать…
Клеммы
Для пайки любым из вышеперечисленных способов требуется специальное оборудование, и в частности, специальный паяльник. Если посмотреть на конструкцию паяльника для полипропиленовых труб, то он «близкий родственник» утюга. Основная часть устройства – массивный нагреватель. Этот нагреватель идет под специальные съемные насадки, поставляемые в комплекте с устройством (металлические стержни из разного диаметра)
Если речь идет о том, как паять полипропиленовые трубы своими руками, то нам подойдет выше паяльник. Он бытовой и подходит для пайки с использованием муфт. Если говорить о промышленной пайке, то для пайки полипропиленовых труб встык нужен специальный паяльник. Конструктивно этот паяльник также имеет систему контроля свариваемых элементов.
Также выпускаются паяльники двух основных мощностей. Обычно мощность существенно влияет на цену паяльника, хотя в ценообразовании устройства есть и другие составляющие.
Обычно мощность существенно влияет на цену паяльника, хотя в ценообразовании устройства есть и другие составляющие.
Порядок сварки
Основное правило: пайку производить при обеспечении хорошей вентиляции. Плавление полимеров вызывает токсичность, если вдыхать их в избытке, здоровью человека будет нанесен значительный вред. Также должны быть защитные перчатки, очки и респиратор. Но, стоит повторить главное правило, которым нельзя пренебрегать. Как паять пластиковые трубы с точки зрения безопасности, своего здоровья? С притоком достаточного объема свежего воздуха!
При какой температуре паять полипропиленовые трубы?
Если вы используете для сварки труб именно специализированный паяльник, а другие варианты даже не рассматриваются, то вопросов о правильной температуре сварки у вас даже возникнуть не должно. Ваш паяльник оснащен зеленым индикатором, когда он загорится, то можно приступать к работе. Если вопрос температуры интересует просто для общего ознакомления или ваш паяльник оснащен ручкой для установки температуры пайки, то температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимают фаску, и эти места обезжиривают.
Перед сваркой двух труб с них снимают фаску, и эти места обезжиривают.
Пайка
Вопросы о том, как паять трубы PPR, важным фактором является время. Небольшое время воздействия плохого паяльника расплавит элементы, что приведет к плохому соединению. Если вы крутили элементы на паяльнике, они начнут деформироваться и менять свою структуру, что также не гарантирует качества соединения.
Если ваша свариваемая труба имеет диаметр 20 мм, то выдержите ее в горячем паяльнике около 8 секунд, за это же время необходимо сварить элементы между собой. Скорость охлаждения в этом случае принимается равной 2 минутам.
Если вы свариваете трубы диаметром 40 мм, то нагревайте их 18 секунд, для качественной сварки вам потребуется выдержать соседние элементы около 20 секунд, остыть в этом случае 5 минут.
Если ваши сварные элементы имеют диаметр от 20 мм до 40 мм, вы можете рассчитать все параметры на основе приведенных примеров.
Труба сварная с армированием
Рассмотрим подробно, как паять армированные полипропиленовые трубы. Здесь главный момент – снятие защитного материала. Почему? Прямо ниже меня поймите это прямо. Также нужно понимать, что фольга в структуре трубы (армирующий слой) обязательно требует дополнительного нагрева.
Здесь главный момент – снятие защитного материала. Почему? Прямо ниже меня поймите это прямо. Также нужно понимать, что фольга в структуре трубы (армирующий слой) обязательно требует дополнительного нагрева.
Особенность таких трубок-спаек – увеличенный диаметр, как правило, такие трубки не подходят для бытовых утюгов. Чтобы решить эту проблему, трубы необходимо очистить перед пайкой. Можно использовать для этого специальный свайер (фрезер для пластиковой трубы), принцип его работы чем-то похож на точилку для карандашей. Свайер нужен для снятия наружного слоя с трубы, рубанок снимает внутренний слой трубы. Устройство выбирают исходя из расположения армирующего слоя к трубе.
Исключением из вышеперечисленного являются трубы, армированные не алюминием, а стекловолокном. В данном случае все стандартно и без осложнений. Теперь вы знаете, как паять ППР трубы для отопления, ведь армирующий слой присутствует только в полипропиленовых трубах предназначенных для отопления.
Распространенные ошибки при пайке труб
Во избежание ошибок не нужно спешить.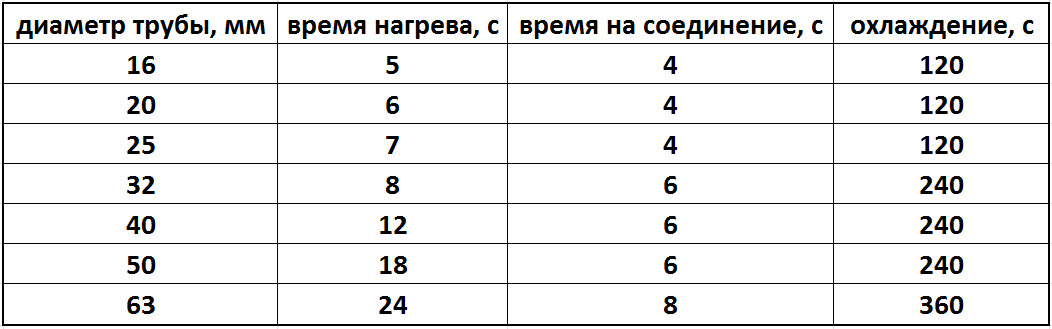 При пайке полипропиленовых труб допускается несколько распространенных ошибок:
При пайке полипропиленовых труб допускается несколько распространенных ошибок:
- На тюбике осталась жирная пленка (забыла обезжирить).
- Косвенная угловая резка сварных элементов (кривые кромки).
- Слабая посадка конца трубы внутри фитинга (малый опыт).
- Недостаточный или слишком долгий нагрев припаиваемых деталей (малый опыт).
- Некачественное снятие армирующего слоя трубы (невнимательность).
- Корректировка расположения привариваемых деталей после их первоначального схватывания полимером (небольшой опыт).
Когда знаешь достаточно о том, как паять трубы ППР, этот вопрос не покажется сложным. Электромонтажные трубы из полипропилена помогут вам сэкономить не только деньги, но и время. Есть один момент, который многих смущает при выборе полипропиленовых труб – якобы их эстетичность. Но, следует отметить, любая труба не выглядит привлекательно. Желательно делать по возможности скрытую установку любых трубопроводов.
БЫТЬ: https://tostpost.