Как скопировать любую объемную мастер-модель. Создаем силиконовую форму из двух частей
Когда возникает необходимость скопировать с помощью силикона любую понравившуюся вам статуэтку, игрушку, предмет декора и иак далее, это можно осуществить двумя путями. Первый — сделать разрезную форму (то есть залить силикон кубом и разрезать). Иногда такой способ не подходит.
Второй путь — сделать силиконовую форму из 2 частей с замками.
Именно второй путь мы и покажем вам на примере игрушки-бублика, поэтапно и подробно, с моментом заливки, разделения и формирования литников.
Не пугайтесь длинного текста, в основном это фото для вашего удобства и немного важных пояснений 🙂
Итак, приступим!
Что нам поднадобится для этого урока?
1. Удобная рабочая поверхность.
2. Силикон для форм (желательно более жидкий. заливочный, такой как Эластолюкс либо Силифлекс).
3. Разделительный состав для силикона.
4. Краситель для силикона.
5. Пластилин (скульптурный либо восковой).
6. Пистолет с термоклеем (можно также применять пластиин).
7. Любые куски акрила, ДСП или картона для опалубки.
8. Палочки, стеки для удобства работы с пластилином.
9. Мерный стакан.

Наша первая задача — плотно прикрепить мастер-модель ко дну опалубки.
Незакрепленная мастер-модель всплывет в силиконе, если ее просто поставить. Поэтому плотно закрепляем ее пластилином.
В контакте с силиконом допустимо использовать только скульптурные пластилины или восковые пластилины (не подходят детские пластилины, обычный пластилин, сырая полимерная глина — они вступают в контакт с отвердителем силикона и силикон не отверждается на месте соприкосновения с ними).
Для литников берем два деревянных обрезочка.

Формируем пластилином первую часть формы («ложе»).

Аккуратно утрамбовываем дно. Укладываем литники — наши деревянные обрезочки (в будущем через эти отверстия в форме будем лить пластик или гипс). Аккуратно мелкими тонкими трубочками пластилина обходим их форму и инструментом выглаживаем их.

Чем аккуратнее изначально сделать все швы, тем меньше будет вероятность шва на отливке и меньше доработки по ее шлифовке. Стрелочкой показаны уже выглаженные места.
Ставим опалубку вокруг мастер-модели. Мы использовали куски акрила. Можно ипспользовать куски дсп и даже картона — все, что у вас под рукой.

Используя пистолет с термоклеем, укрепляем и изолируем дно опалубки и места стыков опалубки. Можно это также сделать пластилином, но пистолет с термоклеем-идеально удобная вещь для этих целей.
Инструментом приглаживаем пластилин к стенкам опалубки.
Внимание, важный момент! На пластилиновом ложе делаем углубления — их может быть несколько.
Это так называемые замки «папа-мама» вашей будущей формы из 2 частей.
При дальнейшей работе вам будет очень удобно работать с формой, совмещая замки друг с другом-это исключит «съезжание» одной части формы относительно другой в процессе заливки формы.
Фото формы с замками сверху


Тщательно обрабатываем мастер-модель и стенки опалубки разделительным составом для силикона. таким, как ИзРелиз EaseRelease.
Этот разделительный и защитный агент исполняет две фунцкии. Первая не дает силикону залипать на мастер-модели и стенках.
Второй создает «скользящий» слой, который облегчает пролив силикона и улучшает рельеф формы, помогая силикону затекать в труднодоступные участки, сокращает вероятность образования пузырей.
В общем, в любой непонятной ситуации используй ИзРелиз, крутая штука 🙂

Окраска и смешивание силикона.
1. Как определить необходимый объем силикона?
Можно поступить просто-засыпать нашу мастер-модель чем-то сыпучим, высыпать в мерный стакан и определить объем необходимого силикона.
Второй путь — перемножить геометрически ширину, высоту и длину места, которое мы будем заливать силиконом.
Далее, к объему мы прибавляем около 10-15 процентов и получаем массу необходимого силикона.
Пример-300 мл объем, значит, нам нужно будет около 330-345 г силикона.
2. Приступаем к смешиванию силикона.
Первая рекомендация: если в силиконе указано смешивать по массе, смешиваем по массе, пользуясь весами.
Если в силиконе указано смешивать по объему, смешивайте по объему или шприцами.
Если в силиконе указано смешивание по массе, а вы будете работать со шприцами, — нужно понимать, что вы уже нарушаете пропорции. Делать это крайне нежелательно, это может привести к непредсказуемым последствиям.
Окраска силикона и использование пигментов
Так как силикон состоит из 2 компонентов-основы и отвердителя, нам необходимо контролировать, насколько хорошо вмешан отвердитель в основу.
Поэтому мы добавляем немного красителя для силикона (не очень важно, это будет основа или отвердитель либо вы просто вы добавите его в процессе смешивания).
Этот простой этап-гарантия равномерно отвержденной формы без «мокрых» неотвержденных участков.
Нежелательно использовать непредназначенные для силикона красители или краски, особенно пищевые.
Они часто могут вступать в реакцию с силиконом и не давать ему отвердиться. Если вы используете неизвестные вам красители, проэкспериментируйте на небольшом количестве силикона, чтобы не испортить основную форму.
Мешаем медленно и аккуратно, стараясь не слишком взбивать силикон. Идеален для этих целей широкий деревянный шпатель.
Особенное внимание уделяем пристеночным зонам-хорошо проходимся шпателем около стенок емкости для смешивания.


Оставляем силикон полимеризоваться, важно это делать при комнатной температуре.
Сколько сохнет силикон-можно прочитать в рекомендациях к каждому конкретному продукту, но обычно нежелательно трогать форму около 8 часов.
Проверяем, высох ли компаунд и аккуратно разбираем опалубку.

Тщательно снимаем пластилин. Наша первая часть формы готова!
Как видно, форма имеет ярко выраженные углубления — наши будущие замочки.

Аналогично смешиваем вторую часть силикона.
Важный момент!
Тщательно обрабатываем разделительным составом ИзРелиз первую часть формы и стенки опалубки в 2-3 слоя, дайте последнему слою высохнуть около 30 мин.
Силикон имеет высокую адгезию к самому себе и если не обработать разделителем, обе части формы просто «врастут» друг в друга.
После этого красим, смешиваем и заливаем вторую часть силикона.


Оставляем силикон полимеризоваться положенное время, при комнатной температуре.
Внимание! Если вы хотите немного ускорить данный процесс, это поможет сделать легкий нагрев. Силиконы температурочувствительны и, если его легко прогреть, полимеризация ускорится. И наоборот, если у вас слишком холодное помещение, это значительно удлинит время полимеризации силикона.

Форма из 2 частей готова. Как видно, после использования разделителя ИзРелиз EaseRelease она легко разделилась, имеет красивый выраженный тонкий рельеф и удобные замки для совмещения 2 частей формы.

Вычищаем остатки пластилина и вымываем теплой мыльной водой остатки разделителя.

Так как мы заливали форму для последующей отливки гипсом, мы использовали силикон на оловянном отвердителе (технический). Такой, как Силифлекс или Элатсолюкс. Если же идет контакт с пищевыми продуктами, необходимо использовать силикон на нейтральном платиновом отвердителе.
Смешиваем и заливаем гипс (или пластик), чтобы увидеть, насколько же точно скопировалась наша мастер-модель.
Связываем форму и заливаем ее гипсом.
При заливке крутите форму и тщательно простучите все ее бока, помогая выйти пузырям воздуха.
Обе части формы перед заливкой также можно обработать разделителем ИзРелиз, создавая скользящий слой, он облегчает проливку гипса или пластика.

И вот отливка — как видно, она идеально повторяет мастер-модель, даже самые тонкие нюансы рельефа, включая тонкий текст.
Данный метод отливки формы из 2 частей может быть использован для любой трехмерной мастер-модели.
Однако нужно учитывать, что для слишком сложных статуэток необходимы отдельные дополнительные литники в выступающих местах (смотртие другие наши уроки по формам для сложных статуэток).
Удачного творчества!

Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.
В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Обзор процесса
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
• Сплошная заливка
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.
• Разрезная форма
Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
• Двухсоставная форма
Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»
Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков
Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.
Обзор силиконов
• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
Обзор полиуретанов
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Обзор процесса
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.
Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.
Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.
Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.
Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.
Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.
Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.
И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.
Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.
И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.
Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.
Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
Модель готова. Переданы абсолютно все детали оригинала.
Заключение
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.
Разборная форма из силикона для литья своими руками
Приветствую, Самоделкины!Сегодня мы будем создавать сложную форму из силикона для многоразовых отливок.

Для этого придется погрузиться в некоторые интересные тонкости. Снятия слепков открывает огромные возможности для самоделок разного рода. Обычно, чтобы сделать слепок с какой-либо фигуры, требуется сделать две половинки. Одну половину покрывают скульптурным пластилином, а вторую заливают силиконом.

Потом снимают пластилин и снова заливают силикон в освободившуюся половину. Таким образом можно сделать слепки отличного качества.

Но что делать если фигура вся сделана из скульптурного пластилина.

Нет это не дерево, не гриб и даже не брокколи. Это модель атомного взрыва от самой огромной бомбы в истории человечества АН602.

Автор постарался слепить этот макет более-менее похожим по форме на тот самый взрыв. Будем делать с него слепок. Чтобы потом отлить его из эпоксидки.
Все любят взрывы и приятно иметь у себя на столе такой маленький светящийся атомный взрыв.
Материалы и инструменты:
1. Силикон
2. Вазелин
3. Пара досок
4. Шуруповерт и саморезы
5. Нож
6. Пассатижи
7. Пластиковые колпачки
8. Скульптурный пластилин
При снятии слепка очень важно продумать то, как будет располагаться модель, чтобы не получилось так, что при заливке силикона, он не может заполнить какие-то участки. Либо в будущем когда будете заливать в форму пластик, эпоксидку, гипс, воск или что-нибудь еще, то так же не должно оказаться такое место где могут появиться воздушные полости, в которые состав просто не сможет попасть.
Для этой цели автор прикупил ведерочко дешманского китайского силикона и, наверное, это самый дешевый силикон из, всех которые существуют. Твердость тридцатка. То есть вроде как средней жесткости. Для разборных форм то что нужно.

Слой силикона вокруг фигуры должен быть не менее двух с половиной сантиметров.

Придется колотить ящик подходящего размера.


Все швы нужно замазать пластилином, иначе протечет.


Силикон не сильно протечет, но все равно неприятно. В верхней части модель значительно уже чем у основания. Оставлять так нельзя, иначе уйдет целый килограмм драгоценного силикона. Поэтому из брусков пришлось сделать заполнение. Неиспользуемые углы и закоулочки тоже можно замазать пластилином в целях экономии.


Чтобы легче было отдирать силикон от дерева, все стены нужно тщательно обработать вазелином. Куда же без него.

Для того чтобы закрепить модель внутри опалубки будем использовать саморезы. Пластилин
скульптурный, не сильно мягкий и хорошо держит форму. Так что в принципе должно прокатить. Чтобы знать до какой высоты заливать и не гадать потом много залил или мало, необходимо примерно обозначить желаем уровень карандашом.

А вот теперь силикон. Он бывает с оловянным отвердителем, а бывает с платиновым. Оловянный естественно дешевле и неприхотливей.


Ходят слухи, что силикон плохо взаимодействует с пластилином и может не полимеризоваться. При этом пластилин начинает плавиться и модель после этого можно выкинуть. Чтобы сберечь себе нервы и не волноваться по этому поводу, достаточно просто залить немного силикона в формочку из того же пластилина, что и ваша модель. Спустя какое-то время посмотреть, что будет. Скорее всего все будет отлично и никаких косяков не будет.

Если же силикон не хочет застывать, то нужно покрыть пластилин слоем вазелина. Или, как вариант, приобрести специальные аэрозольные разделители. Продаются они там же где и силикон.
Прикинув необходимый объем силикона, с учетом того, что он еще и по таре размажется при размешивании, автор решил приготовить полтора кило. При смешивании с отвердителем нужно очень аккуратно, вручную перемешивать, чтоб не нагнать пузырей в силикон. Обычно даже если пузыри появились, то они в принципе хорошо выходят из смеси. Но не в нашем случае. Китайский силикон хапает воздух прямо как перед смертью. Даже при легком помешивании внутри оказывается куча пузырей. Автор попытался сделать дегазацию с помощью небольшого вакуумного насоса.
Процесс шел, пузыри выходили. Но этот объем слишком велик для такого насоса, а силикон нельзя держать долго без дела. Нужно лить. Лить нужно медленно, аккуратно, так чтобы не касаться струей модели. Иначе придется срезать с нее лишний силикон перед заливкой второй половины.

Теперь необходимо сделать замки. Форма ведь будет разборная, значит она должна четко стыковаться. Автор предлагает использовать вот такие пластиковые колпачки.


Пластик легче чем силикон, но ненамного. Перед заливкой нужно поэкспериментировать. Намешать немножко силикона и подобрать что-нибудь подходящее, что не будет до конца тонуть и будет легко выниматься. Внутри колпачков запрессуем пластилин, чтобы их утяжелить.

Но не настолько, чтобы они утонули полностью, а, чтобы они слегка торчали из силикона. Разместить такие замки нужно как можно чаще. Лишних не будет — это точно.


После того как силикон полностью затвердел, можно выдернуть колпачки и срезать выступающие заусенцы.


При заливке второй половины, в получившиеся углубления зальется силикон и получатся замки, которые помогут точно стыковать две половины.
Далее смазываем вазелином поверхность силикона, чтобы следующий слой к нему не прилип. Окончательно закрываем опалубку последний доской. Затем наливаем силикон до отметки, которую ранее наметили карандашом.
Чтобы силикон лучше смочил модель и выпустил газы, его можно слегка провибрировать ложкой.


Теперь нужно ждать, когда полностью застынет вторая половина. На это должно уйти около 16 часов при комнатной температуре. Вообще конкретно вот этот силикон схватывается уже через час, но полную твёрдость набирает почти через сутки.
Силикон, оставшийся в контейнере, полимеризовался, но не до конца. Как обычно у дна и в углах хорошо перемешать силикон с отвердителем не получается. Он так и остается навсегда липкой бякой.
Поэтому лучше для замеса использовать одноразовую посуду. Или ту которую не жалко. Но если вас угораздило замешивать силикон в любимой чашки своей мамки, жены, или не дай бог тещи, то отмывать ее точно придется. В принципе, как и руки. Обычное мыло, честно говоря, хреново справляется. Точнее силикон с рук оно вообще не смывает. Большую часть силикона с посуды и рук можно вытереть тряпками. А с оставшимся силиконом хорошо справляется чистящая паста для рук.


Вот эта паста — это что-то вроде концентрированного мыло в перемешку с мелким абразивом. Он соскребает весь силикон и не дает ему прилипнуть снова. После протирания чистящий пастой, достаточно просто смыть водой весь силикон. И не нужны никакие растворители или еще какие-то чистящие средства.
Ну что ж, можно разбирать эту чудо шкатулку. Всякие лишние торчащие куски, сразу срезаем. Видно, как силикон протек через небольшую щель.

Даже после смазывания вазелином деревяшки не хотят отлипать. Приходится прилагать усилия чтобы отделить силикон. Половинки достаточно сильно слиплись, но все равно подаются. Пластилин даже без обработки вазелином вообще не прилипает к силикону. Модель оказалась абсолютно не поврежденной. За исключением небольших механических заминов, которые легко исправить. Такой способ снятия копий оказался очень щадящим.
Несмотря на большое количество пузырей в силиконе слепок кажется получился без заметных косяков. Но только после заливки будет видно, что на самом деле получилось. Слепок покрыт шероховатостями из-за того, что поверхность пластилина не была сглажена перед заливкой.
Возможно все-таки стоило пройтись кисточкой с растворителем, чтобы убрать слишком мелкую фактуру с поверхности модели.
Давайте попробуем состыковать две половины.
Стыкуются вообще идеально. Практически не видно линии стыка. Даже при нажатии две половины двигаются как одно целое. Как будто стыка нет вообще.
Боковые стороны автор специально оставил ровными, чтобы было удобнее фиксировать две половины перед заливкой, прижав их с обеих сторон двумя кусками доски. Сильно сжимать не нужно, но хотя бы слегка придерживать необходимо. Эпоксидка имеет свойство протекать через любые щели. Так что посмотрим, как она себя поведет.
Хранить форму желательно в собранном виде, чтоб если вдруг ее поведет, то пусть хотя бы она равномерно деформируется.
Ну что ж силиконовый кирпич готов.

Благодарю за внимание. До новых встреч!
Видео ролик:
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Изготовление матриц для литья силикона
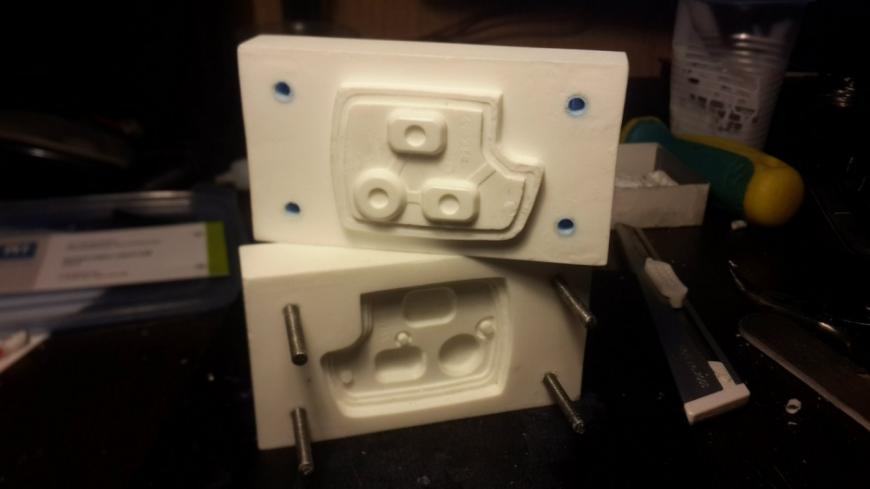 Краткая предыстория. Стала перед нами задача: изготовить энное количество резиновых кнопок от ключей автомобиля по образцу. Пробовали мы их печатать на 3D принтере из резинового филамента, но качество не устроило. Тогда-то и пришла мысль реверсировать технологию литья в силикон. Что из этого вышло, читайте под катом.
Краткая предыстория. Стала перед нами задача: изготовить энное количество резиновых кнопок от ключей автомобиля по образцу. Пробовали мы их печатать на 3D принтере из резинового филамента, но качество не устроило. Тогда-то и пришла мысль реверсировать технологию литья в силикон. Что из этого вышло, читайте под катом.Очень много фото.
Обзор технологий
Литьё пластмасс под давлением
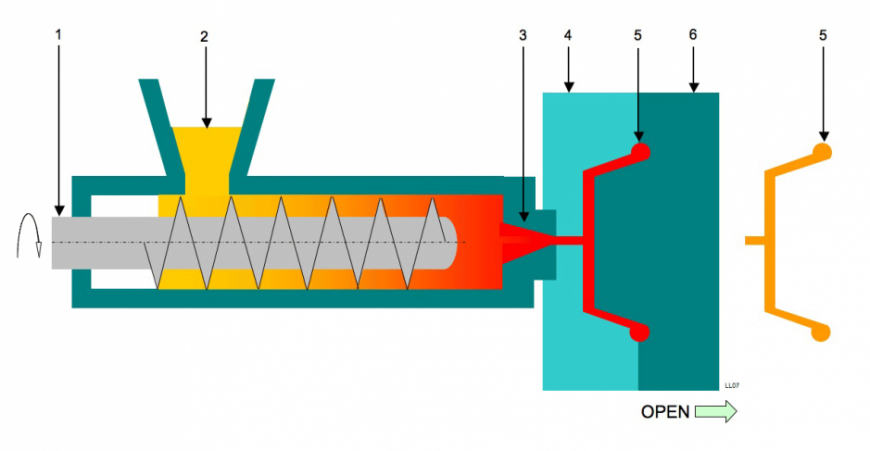
Не совсем резина, но суть та же: специальная машина — термопластавтомат (ТПА) — доводит сырье (2) до температуры плавления и через выходную фильеру (3) впрыскивает расплав в пресс-форму (4,6). Как правило, в качестве исходного сырья используются термопласты.
 Плюсы: технологичность, высокая скорость получения изделия, широчайший перечень материалов, высокое конечное качество, высочайшая степень детализации. Минусы: сюда же — технологичность, неоправданно высокая стоимость для домашнего применения, большое потребление электроэнергии, окупаемость исключительно на больших тиражах.
Плюсы: технологичность, высокая скорость получения изделия, широчайший перечень материалов, высокое конечное качество, высочайшая степень детализации. Минусы: сюда же — технологичность, неоправданно высокая стоимость для домашнего применения, большое потребление электроэнергии, окупаемость исключительно на больших тиражах.Литьё в силиконовые формы
Технология проста и изящна, кто желает ознакомится подробнее, может пройти по ссылкам в заголовке, ну а здесь приведу краткое описание. Мастер-модель помещают в ванночку и заливают жидкой силиконовой смесью, спустя некоторое время силикон затвердевает. Получившееся абы-что разрезают и достают из него мастер-модель. Благодаря своим физическим свойствам, силикон сразу же принимает изначальную форму с пустотелостью в виде мастер-модели, куда и следует заливать что угодно твердеющее. Затвердевшее что угодно, извлекают тем же путем, что и мастер-модель.
 Плюсы: простота, дешевизна, повторяемость. Минусы: не все так просто, пузыри в изделии, местами довольно длительный процесс, ограниченный спектр материалов, грязища — потом ходишь и ко всему прилипаешь.
Плюсы: простота, дешевизна, повторяемость. Минусы: не все так просто, пузыри в изделии, местами довольно длительный процесс, ограниченный спектр материалов, грязища — потом ходишь и ко всему прилипаешь.Итак, поехали! Потренировавшись немного на кошках, было принято решение изготовить матрицу не на основе силикона, а на основе тех же пластиков, что льют в эти самые силиконы. Принцип здесь тот же: два компонента реактопласта смешиваем между собой и заливаем в готовую матрицу до отверждения. Есть ряд причин, почему я решил не использовать силикон в качестве матрицы. Во-первых, даже при использовании большого количества разделяющей смазки не всегда удавалось нормально оторвать модель от матрицы, несколько штук пришлось выкинуть. Во-вторых, силиконовые матрицы довольно быстро приходят в негодность, особенно если их кипятить для ускорения процесса полимеризации. В-третьих, силикон все же деформируется, особенно если выжимать пузырьки воздуха вручную, а не компрессором. В-четвертых, у меня было много пластика и мало силикона, правда, после нескольких неудачных попыток успеть влить смесь в матрицу до ее полимеризации, ситуация изменилась на противоположную. Ну и в-пятых, просто хотелось ‘как на заводе’. Классическая пресс-форма состоит из матрицы (как правило, нижняя часть) и пуансона (обычно верхняя, создающая давление, часть). Начать я решил с изготовления матрицы, в которую и будет ‘влита’ мастер-модель.
 Сразу прошу прощения за возможную скрытую рекламу на визитках, постарался все убрать пот каты, изначально не ставилась цель размещать пост здесь. Как видно, сама деталь небольшая, а значит в качестве опалубки можно использовать ламинированные визитки. Ламинация, помимо эстетически гладкой поверхности, позволяет обойтись без использования разделяющего состава. Отталкиваясь от предыдущего опыта, я решил что модель будет не просто лежать задней частью на визитке, а на небольшом пластилиновом возвышении. В результате изделие будет как бы утоплено в ванночке, что даст дополнительную возможность избежать пузырей.
Сразу прошу прощения за возможную скрытую рекламу на визитках, постарался все убрать пот каты, изначально не ставилась цель размещать пост здесь. Как видно, сама деталь небольшая, а значит в качестве опалубки можно использовать ламинированные визитки. Ламинация, помимо эстетически гладкой поверхности, позволяет обойтись без использования разделяющего состава. Отталкиваясь от предыдущего опыта, я решил что модель будет не просто лежать задней частью на визитке, а на небольшом пластилиновом возвышении. В результате изделие будет как бы утоплено в ванночке, что даст дополнительную возможность избежать пузырей.Приклеил суперклеем к пластилину, иначе не клеится.
 Ванночка наизнанку
Ванночка наизнанку Заклеиваем отверстия
Заклеиваем отверстия Результат
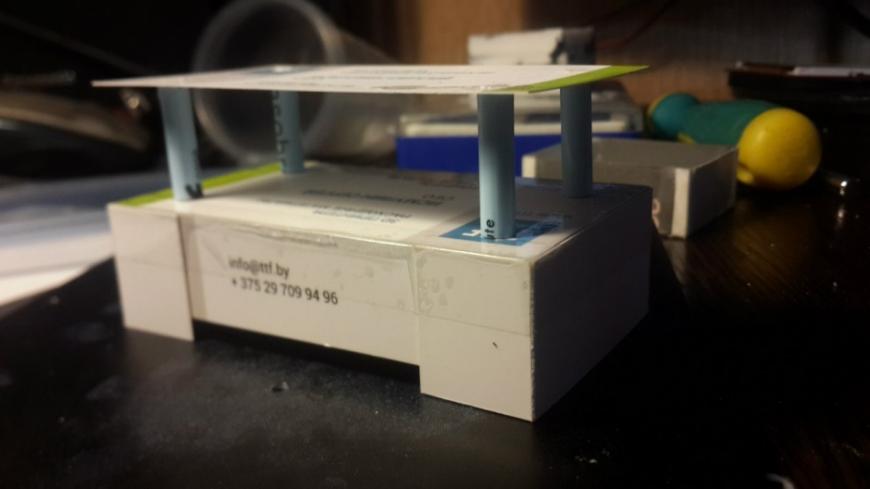
Результат Для прижима пуансона, я решил в матрицу ‘влить’ четыре шпильки по краям. Суть такова: задняя часть кнопок, та, что приклеена к пластилиновой ванночке, есть ответная часть для пуансона, к которой он будет прижиматься. Соответственно в эту же часть мы будем ‘вливать’ резьбу.
Для прижима пуансона, я решил в матрицу ‘влить’ четыре шпильки по краям. Суть такова: задняя часть кнопок, та, что приклеена к пластилиновой ванночке, есть ответная часть для пуансона, к которой он будет прижиматься. Соответственно в эту же часть мы будем ‘вливать’ резьбу.На фото часть резьбы закрыто трубкой, это ответная часть пуансона.
 Поскольку очень сложно на глаз выставить параллельность шпилек, на другой визитке я продырявил в тех же местах отверстия и собрал что-то вроде вот такого каркаса:
Поскольку очень сложно на глаз выставить параллельность шпилек, на другой визитке я продырявил в тех же местах отверстия и собрал что-то вроде вот такого каркаса: Как видим, концы с резьбой обращены внутрь матрицы.
Как видим, концы с резьбой обращены внутрь матрицы.Результат с опалубкой будет выглядеть уже так:



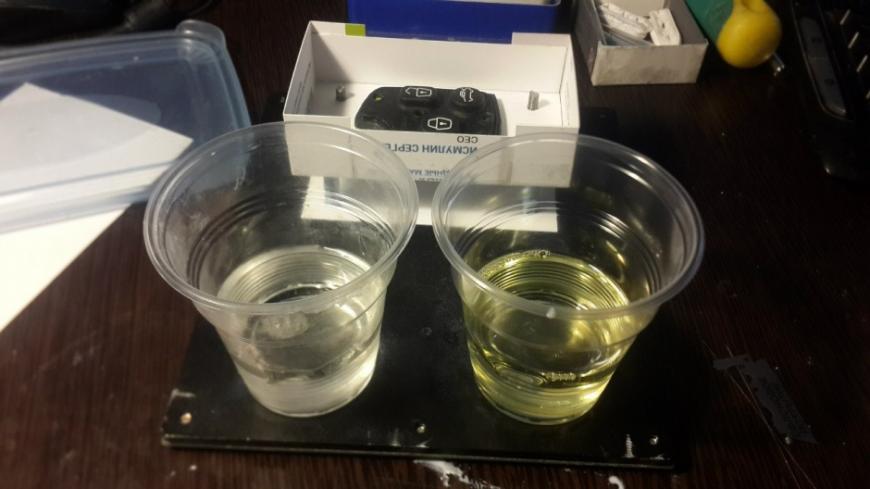
 В качестве непосредственно материала для заливки я использовал то, что рекомендовал продавец со словами: ‘Держит 120 по цельсию и твердеет за три минуты’. Собственно, сие представляет картонную коробочку с двумя баночками желтого и синего цветов по пол-литра каждая. Жижа в баночках прозрачная, одна жиже другой. Ну то есть содержимое синей банки более густое, а содержимое желтой банки имеет желтоватый оттенок. После полимеризации состав теряет прозрачность и становиться, даже и не знаю как выразиться иначе, но нежно белым. Хим состав толком не известен, на желтой написано: 4,4′-Methylenebis(phenyl isocyanate) и предупреждение о срочной и неумолимой гибели в самых страшных муках, если вдруг что. Зато синяя баночка нам сообщает, что ‘No hazardous ingridients’, но WARNING таки имеется и на ней. Так или иначе, но детей Советского Союза не запугать такими пустяками, а значит работать будем с тем, что имеем.
В качестве непосредственно материала для заливки я использовал то, что рекомендовал продавец со словами: ‘Держит 120 по цельсию и твердеет за три минуты’. Собственно, сие представляет картонную коробочку с двумя баночками желтого и синего цветов по пол-литра каждая. Жижа в баночках прозрачная, одна жиже другой. Ну то есть содержимое синей банки более густое, а содержимое желтой банки имеет желтоватый оттенок. После полимеризации состав теряет прозрачность и становиться, даже и не знаю как выразиться иначе, но нежно белым. Хим состав толком не известен, на желтой написано: 4,4′-Methylenebis(phenyl isocyanate) и предупреждение о срочной и неумолимой гибели в самых страшных муках, если вдруг что. Зато синяя баночка нам сообщает, что ‘No hazardous ingridients’, но WARNING таки имеется и на ней. Так или иначе, но детей Советского Союза не запугать такими пустяками, а значит работать будем с тем, что имеем.Собственно, фото банок:
 Мешать все это дело необходимо в пропорции один к одному, что чертовски удобно, в отличии от силикона, в который надо влить 3-4% катализатора. Поди отмерь, когда конечное изделие весит полграмма!
Мешать все это дело необходимо в пропорции один к одному, что чертовски удобно, в отличии от силикона, в который надо влить 3-4% катализатора. Поди отмерь, когда конечное изделие весит полграмма!Познавательная страничка
Если смешивать в любых пропорциях разные варианты содержимого из всех четырех баночек (желтой, синей, силикон и катализатор силикона), то не произойдет ровным счетом ничего. Ибо фазы жидкостей не совпадают и они не смешиваются. Зато, если смешать все вместе, да еще и в нужных пропорциях, мы получим невнятную массу, похожую на очень хрупкий пенополиуретан.Итак, поехали!
Готовим пропорции:
 Смешиваем:
Смешиваем: При помощи банки и компрессора от холодильника обезгаживаем (избавляемся от газов то бишь) :
При помощи банки и компрессора от холодильника обезгаживаем (избавляемся от газов то бишь) : И…
И… …не успеваем ничего сделать. Смесь затвердела.
…не успеваем ничего сделать. Смесь затвердела.Зато теперь у меня есть красивое абы-что и минус одна пятая пластика:
 Это, кстати, весьма важный момент: необходимо точно знать и быть уверенным в том, что именно ты собрался делать. Если весь процесс выполняется вручную, включая смешивание, дегазацию, переливание туда-сюда, надо понимать, что время жизни смеси должно быть достаточным для выполнения всех этих процедур. Ну и масса мелких моментов, которые сложно предусмотреть, не имея печального опыта или совета бывалых. Например, камера дегазации. Я ее собрал на коленке из компрессора от холодильника и стеклянной банки с крышкой. Вроде ничего сложного, но сразу же вылезла масса багов. Первое — из банки невозможно достать руку, если в это время держать стаканчик.
Это, кстати, весьма важный момент: необходимо точно знать и быть уверенным в том, что именно ты собрался делать. Если весь процесс выполняется вручную, включая смешивание, дегазацию, переливание туда-сюда, надо понимать, что время жизни смеси должно быть достаточным для выполнения всех этих процедур. Ну и масса мелких моментов, которые сложно предусмотреть, не имея печального опыта или совета бывалых. Например, камера дегазации. Я ее собрал на коленке из компрессора от холодильника и стеклянной банки с крышкой. Вроде ничего сложного, но сразу же вылезла масса багов. Первое — из банки невозможно достать руку, если в это время держать стаканчик.Вот как-то так я выглядел, когда в первый раз попытался это сделать:
 Второе — шланг от компрессора входит ровно в центр крышки от банки, соответственно, при нормализации давления воздух с силой бьет ровно в центр смеси. Как результат, минус вторая пятая часть пластика и белые, непрозрачные стенки банки. Третье — шланг короткий и твердый, так и норовит опрокинуть мелкую и легкую баночку с содержимым. Минус третья пятая пластика. Разумеется, после этого я все свои действия стал продумывать наперед, с различными вариантами развития событий. В результате кое-чего смог таки добиться:
Второе — шланг от компрессора входит ровно в центр крышки от банки, соответственно, при нормализации давления воздух с силой бьет ровно в центр смеси. Как результат, минус вторая пятая часть пластика и белые, непрозрачные стенки банки. Третье — шланг короткий и твердый, так и норовит опрокинуть мелкую и легкую баночку с содержимым. Минус третья пятая пластика. Разумеется, после этого я все свои действия стал продумывать наперед, с различными вариантами развития событий. В результате кое-чего смог таки добиться: Должен сказать, что в этом случае я решил обойтись без использования компрессора. Далее необходимо ‘раздеть’ матрицу:
Должен сказать, что в этом случае я решил обойтись без использования компрессора. Далее необходимо ‘раздеть’ матрицу: Очистить от пластилина и полюбоваться результатом:
Очистить от пластилина и полюбоваться результатом: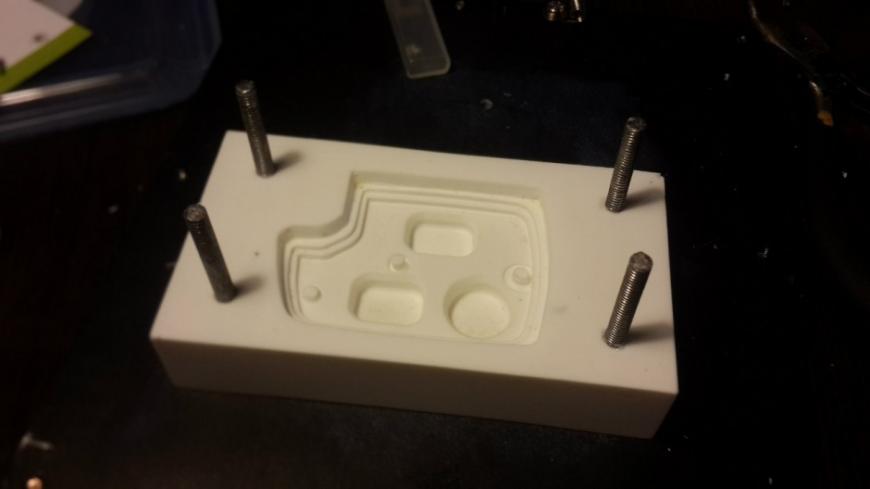 Поставить на место мастер-модель
Поставить на место мастер-модель И собрать новую опалубку:
И собрать новую опалубку:

 Сюда мы будем заливать смесь, которая сформирует пуансон, это ответная часть матрицы. Разумеется, чтобы шпильки не залило пластиком, на них насажены трубки. При желании, их потом можно вытянуть из пуансона. Нутро необходимо смазать разделительным составом, я для этого использую восковой раствор в форме спрея.
Сюда мы будем заливать смесь, которая сформирует пуансон, это ответная часть матрицы. Разумеется, чтобы шпильки не залило пластиком, на них насажены трубки. При желании, их потом можно вытянуть из пуансона. Нутро необходимо смазать разделительным составом, я для этого использую восковой раствор в форме спрея.Результат после снятия опалубки:


 Небольшая обработка и вот результат:
Небольшая обработка и вот результат:










 Пару слов о пластике. В процессе полимеризации пластик может довольно сильно греться, причем нагрев ускоряет реакцию. Соответственно, чем больший объем смешиваем, тем больше тепла выделяется и тем быстрее твердеет смесь. Это надо учитывать. Промежуточная стадия — гель — длится буквально минуту, на этом этапе еще есть возможность исправить небольшие огрехи. После полной полимеризации получается изделие, напоминающее по фактуре слоновую кость. Он легче ABS и менее прочен, вроде температуру держит лучше. Легко обрабатывается механически, клеится, красится (лучше использовать краситель в процессе смешивания компонентов), тонет в воде, горит. При сильном нагреве сначала переходит в менее твердую фазу, затем становится очень пластичным. Но не текучим! То есть его нельзя мять, иначе он просто треснет. При деструктивном перегреве пластик начинает крошиться, внезапно превращается в текучую массу, становится прозрачным и меняет свой цвет на цвет жженого сахара. Вонища и все такое конечно присутствует. Можно ли его использовать в качестве замены термопластов? Смотря для чего, но в общих случаях да, а учитывая тот факт, что это не самый прочный вариант из существующих на рынке — однозначно можно.
Пару слов о пластике. В процессе полимеризации пластик может довольно сильно греться, причем нагрев ускоряет реакцию. Соответственно, чем больший объем смешиваем, тем больше тепла выделяется и тем быстрее твердеет смесь. Это надо учитывать. Промежуточная стадия — гель — длится буквально минуту, на этом этапе еще есть возможность исправить небольшие огрехи. После полной полимеризации получается изделие, напоминающее по фактуре слоновую кость. Он легче ABS и менее прочен, вроде температуру держит лучше. Легко обрабатывается механически, клеится, красится (лучше использовать краситель в процессе смешивания компонентов), тонет в воде, горит. При сильном нагреве сначала переходит в менее твердую фазу, затем становится очень пластичным. Но не текучим! То есть его нельзя мять, иначе он просто треснет. При деструктивном перегреве пластик начинает крошиться, внезапно превращается в текучую массу, становится прозрачным и меняет свой цвет на цвет жженого сахара. Вонища и все такое конечно присутствует. Можно ли его использовать в качестве замены термопластов? Смотря для чего, но в общих случаях да, а учитывая тот факт, что это не самый прочный вариант из существующих на рынке — однозначно можно.Ну и теперь то, ради чего все это дело затевалось — изготовление силиконовых копий. Поскольку, силикон был у меня только белый,..
Собственной персоной:
 …а кнопки нужны черные, пришлось импровизировать с тонером от лазерного принтера:
…а кнопки нужны черные, пришлось импровизировать с тонером от лазерного принтера: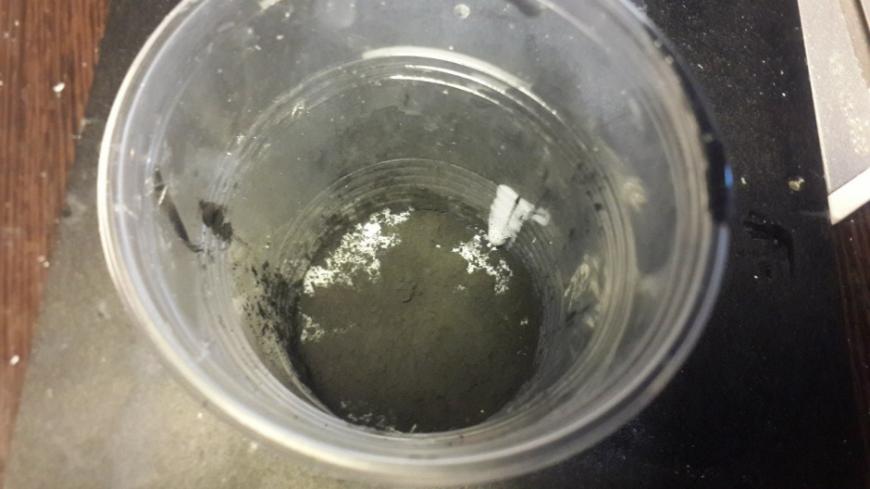 Я уже упоминал о сложностях с подбором соотношения силикон/катализатор, здесь выручил инсулиновый шприц. Все это дело я размешал и получившуюся каку намазал сперва на пуансон, а затем остатки влил в матрицу, где и пригодилась ‘впуклость’, которую я сделал из пластилина.
Я уже упоминал о сложностях с подбором соотношения силикон/катализатор, здесь выручил инсулиновый шприц. Все это дело я размешал и получившуюся каку намазал сперва на пуансон, а затем остатки влил в матрицу, где и пригодилась ‘впуклость’, которую я сделал из пластилина.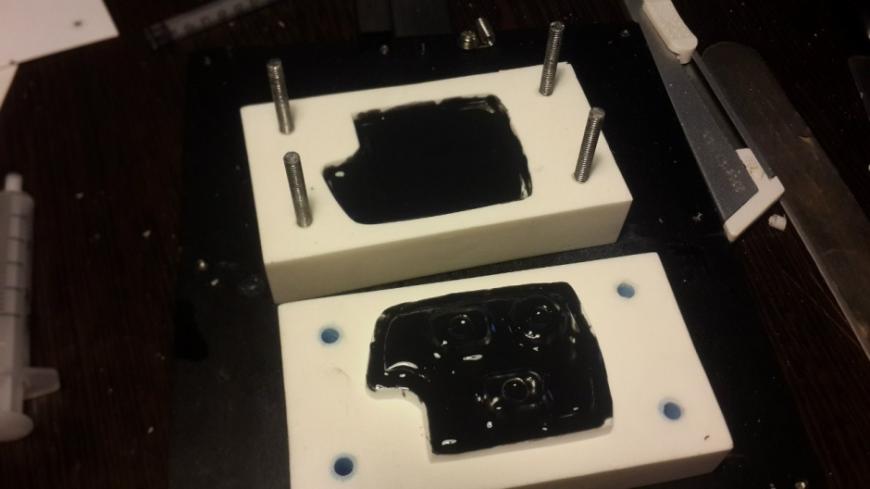 Спустя 10 минут:
Спустя 10 минут: Результат после обрезки: Выводы
Результат после обрезки: ВыводыТехнология рабочая, сложного ничего нет, материалы доступные. Для дома или мелких серий отличный вариант. Для больших изделий подходит так же, как и термопласты. Очень серьезный минус — это грязюка. Может это я такой свин, но тот факт, что я обгадил донельзя свое рабочее место, очень расстраивает.
Изготовление силиконовой формы
С Вами вновь компания Кремен! В нашем ассортименте наконец появился жидкий силикон для форм. В наличии имеется силикон на оловянной основе и на платиновой основе. Силиконы обладают исключительными физическими характеристиками, прекрасно копируют фактуру изделия и отличаются большим числом циклов формования. В общем — чудо, а не материал.
На старте продаж мы прямо таки пошатнулись от количества вопросов о том, как изготовить форму из силикона. Именно поэтому данную статью мы решили посвятить этому вопросу. Способов изготовления формы существует великое множество — всё зависит от рельефа, вида и фактуры Вашего изделия. Однако сейчас мы рассмотрим самый простой способ изготовления формы — обычное литьё в опалубку. Расскажем, что нам для этого понадобится, и каким образом будет происходить технологический процесс работы для каждого из наших силиконов (оловянного и платинового). Данная статья рассчитана на новичков и людей, которые хотят ознакомиться с азами литья подобных материалов. Начнём!
Инструкция: Как сделать форму из силикона своими руками
Шаг первый. Изготовление (подбор) и обработка опалубки и размещение в ней мастер модели.
Для начала — что такое опалубка в литье? Классическая опалубка — это абсолютно любая герметичная ёмкость, одна из граней которой открыта. Эдакий контейнер.
Что такое мастер модель? Мастер модель — это непосредственно тот самый предмет который вы собираетесь копировать в будущем. Та самая модель, с которой мы собираемся снимать форму. Объект, который мы планируем заливать силиконом.
В качестве опалубки может служить что угодно. Однако, к этому «что угодно» должно быть несколько требований:
- В него должна помещаться Ваша мастер модель. Причем не просто помещаться — Обратите внимание, чтобы от мастер модели до боковых стенок опалубки было минимум 0,5 см. А лучше — больше. Учтите, что это расстояние — стенки нашей будущей формы. То же самое с высотой опалубки. Высота опалубки должна быть минимум на 1.5 см больше, чем высота мастер модели. Это расстояние — дно нашей будущей формы.
- Опалубка должна быть герметичной. Её углы и стыки не должны иметь зазоров или щелей. Это на первый взгляд кажется, что силикон при литье вязкий как мёд. На деле же — он затекает в абсолютно все отверстия и находит путь даже через самые маленькие щели.
Исходя из написанного выше, что же может служить для нас опалубкой, так сказать, если приводить живой наглядный пример? Однажды мы снимали форму с монетки, стилизованной под старину. Её размеры были совсем небольшие, буквально 2 см в диаметре и примерно 0,3 см в высоту. В качестве опалубки для неё послужил небольшой пластиковый стаканчик, у которого мы отрезали верхнюю часть. Как то раз в качестве опалубки под форму для мыла у нас послужил квадратный ланчбокс для бутербродов. Но чаще всего опалубку приходилось собирать своими руками из досок дсп. Если собираете опалубку из досок — не забывайте про пункт 2 в этом шаге. Также мы располагаем информацией, что некоторые мастера собирают опалубку для литья из детского конструктора.
После того как опалубка готова, мы размещаем в ней мастер модель. Поскольку силикон это материал вязкий, то при литье он запросто сдвинет мастер модель с места и форма будет испорчена. По этому мастер модель необходимо не просто разместить на дне опалубки в нужном месте, но и приклеить её к этому месту.
Как только наша незамысловатая конструкция «Опалубка + Мастер Модель» готова, её можно обработать разделительным составом. Это делается для того, чтобы будущая форма вышла из опалубки легко и безболезненно, нигде не залипнув. Конечно, силиконы Kremen Mold обладают шикарными антиадгезионными свойствами, однако если Вы хотите перестраховаться, то делать это нужно на этом этапе.
Шаг второй. Подготовка силикона к литью. Смешивание.
Данный шаг мы разобьём на две части. В одной опишем, как смешивать Kremen Mold на олове, в другой — как смешивать Kremen Mold Platinum на платине.
Kremen Mold – силикон на оловянной основе.
Kremen Mold поставляется в формате: Тара с силиконом + Тара с отвердителем. Данный материал уже готов к эксплуатации. Для начала нужно взять необходимое Вам количество силикона в отдельной таре и взвесить его на весах. Далее берём другую тару и выливаем в неё необходимое количество отвердителя. Для силиконов Kremen Mold это 2% от массы взятого силикона. Если у Вас есть такая возможность, в тару с отвердителем добавьте маленькую капельку специализированного красителя (например ПалИж на нашем сайте). Капля красителя обеспечит контраст и позволит Вам видеть степень промеса материала.
После того, как компоненты отобраны и выверены по весу, выливайте и смешивайте их в отдельной таре. Перемешивать материал необходимо от 3 до 5 минут. Также обращайте внимание на степень промеса по цвету, если вы добавляли пигмент в отвердитель. Перемешивание следует проводить на низких оборотах ручным инструментов или дрелью со специальной насадкой.
Kremen Mold Platinum — силикон на платиновой основе.
Kremen Mold Platinum поставляется в виде комплекта из двух одинаковых ёмкостей с компонентами силикона. Отверждение происходит после смешивания компонентов в пропорции 1 к 1. Т.е. Вам будет необходимо на весах отмерить нужное количество компонента А и взять такое же количество компонента Б, после чего перемешать их в отдельной таре. Заранее Вы можете добавить в один из компонентов пару капель красителя для того, чтобы визуально контролировать степень промеса. Смешивание компонентов производится в течение 3 — 5 минут. Перемешивание следует проводить на низких оборотах ручным инструментов или дрелью со специальной насадкой.

Шаг третий. Необязательный, но крайне рекомендуемый. Дегазация.
Тут ничего замысловатого нет — силикон рекомендуется дегазировать в вакуумной камере. И для этого Вам понадобится, неожиданно, вакуумная камера. Это недешёвое оборудование, однако, если Вы планируете заниматься литьём композитных материалов на постоянной основе, то приобретение этого инструмента для Вас просто необходимо. Сам процесс дегазации наших силиконов прост: Достаточно разогнать основные излишки, подняв силикон в камере 3 — 4 раза. После этого можно приступать к литью.
Шаг четвёртый. Заливка.
После того как все предыдущие пункты выполнены, самое время приступать к литью силикона в опалубку. Заливка происходит постепенно, медленно, тонкой струей и преимущественно в одну точку — самое глубокое место мастер модели. Делается это для того, чтобы при литье силикон распределялся постепенно, обволакивая стенки и рельеф, выталкивая своей массой воздух и заполняя всё пространство опалубки. После литья, оставьте форму примерно на сутки. Это то время, когда силикон наберёт свою окончательную твёрдость.

Шаг пятый. Отверждение и расформовка.
Спустя вышеописанный промежуток времени можно будет расформовывать — извлекать форму из опалубки. Готово! Теперь у Вас есть форма, которую можно использовать для литья изделий, полностью копирующих нашу мастер модель!
Изготовление матриц для литья силикона / Habr
На гиктаймс уже писали о литье пластмасс в силиконовые формы, но в этот раз мы будем лить силикон в пластмассу.Краткая предыстория. Стала перед нами задача: изготовить энное количество резиновых кнопок от ключей автомобиля по образцу. Пробовали мы их печатать на 3D принтере из резинового филамента, но качество не устроило. Тогда-то и пришла мысль реверсировать технологию литья в силикон. Что из этого вышло, читайте под катом.
Обзор технологий
Литьё пластмасс под давлением
Не совсем резина, но суть та же: специальная машина — термопластавтомат (ТПА) — доводит сырье (2) до температуры плавления и через выходную фильеру (3) впрыскивает расплав в пресс-форму (4,6). Как правило, в качестве исходного сырья используются термопласты.
Плюсы: технологичность, высокая скорость получения изделия, широчайший перечень материалов, высокое конечное качество, высочайшая степень детализации. Минусы: сюда же — технологичность, неоправданно высокая стоимость для домашнего применения, большое потребление электроэнергии, окупаемость исключительно на больших тиражах.
Литьё в силиконовые формы
Технология проста и изящна, кто желает ознакомится подробнее, может пройти по ссылкам в заголовке, ну а здесь приведу краткое описание. Мастер-модель помещают в ванночку и заливают жидкой силиконовой смесью, спустя некоторое время силикон затвердевает. Получившееся абы-что разрезают и достают из него мастер-модель. Благодаря своим физическим свойствам, силикон сразу же принимает изначальную форму с пустотелостью в виде мастер-модели, куда и следует заливать что угодно твердеющее. Затвердевшее что угодно, извлекают тем же путем, что и мастер-модель.
Плюсы: простота, дешевизна, повторяемость. Минусы: не все так просто, пузыри в изделии, местами довольно длительный процесс, ограниченный спектр материалов, грязища — потом ходишь и ко всему прилипаешь.
Итак, поехали! Потренировавшись немного на кошках, было принято решение изготовить матрицу не на основе силикона, а на основе тех же пластиков, что льют в эти самые силиконы. Принцип здесь тот же: два компонента реактопласта смешиваем между собой и заливаем в готовую матрицу до отверждения. Есть ряд причин, почему я решил не использовать силикон в качестве матрицы. Во-первых, даже при использовании большого количества разделяющей смазки не всегда удавалось нормально оторвать модель от матрицы, несколько штук пришлось выкинуть. Во-вторых, силиконовые матрицы довольно быстро приходят в негодность, особенно если их кипятить для ускорения процесса полимеризации. В-третьих, силикон все же деформируется, особенно если выжимать пузырьки воздуха вручную, а не компрессором. В-четвертых, у меня было много пластика и мало силикона, правда, после нескольких неудачных попыток успеть влить смесь в матрицу до ее полимеризации, ситуация изменилась на противоположную. Ну и в-пятых, просто хотелось «как на заводе». Классическая пресс-форма состоит из матрицы (как правило, нижняя часть) и пуансона (обычно верхняя, создающая давление, часть). Начать я решил с изготовления матрицы, в которую и будет «влита» мастер-модель.
Сразу прошу прощения за возможную скрытую рекламу на визитках, постарался все убрать пот каты, изначально не ставилась цель размещать пост здесь. Как видно, сама деталь небольшая, а значит в качестве опалубки можно использовать ламинированные визитки. Ламинация, помимо эстетически гладкой поверхности, позволяет обойтись без использования разделяющего состава. Отталкиваясь от предыдущего опыта, я решил что модель будет не просто лежать задней частью на визитке, а на небольшом пластилиновом возвышении. В результате изделие будет как бы утоплено в ванночке, что даст дополнительную возможность избежать пузырей.
Приклеил суперклеем к пластилину, иначе не клеится.
Заклеиваем отверстия
Результат
Для прижима пуансона, я решил в матрицу «влить» четыре шпильки по краям. Суть такова: задняя часть кнопок, та, что приклеена к пластилиновой ванночке, есть ответная часть для пуансона, к которой он будет прижиматься. Соответственно в эту же часть мы будем «вливать» резьбу.
На фото часть резьбы закрыто трубкой, это ответная часть пуансона.
Поскольку очень сложно на глаз выставить параллельность шпилек, на другой визитке я продырявил в тех же местах отверстия и собрал что-то вроде вот такого каркаса:
Как видим, концы с резьбой обращены внутрь матрицы.
Результат с опалубкой будет выглядеть уже так:
В качестве непосредственно материала для заливки я использовал то, что рекомендовал продавец со словами: «Держит 120 по цельсию и твердеет за три минуты». Собственно, сие представляет картонную коробочку с двумя баночками желтого и синего цветов по пол-литра каждая. Жижа в баночках прозрачная, одна жиже другой. Ну то есть содержимое синей банки более густое, а содержимое желтой банки имеет желтоватый оттенок. После полимеризации состав теряет прозрачность и становиться, даже и не знаю как выразиться иначе, но нежно белым. Хим состав толком не известен, на желтой написано: 4,4′-Methylenebis(phenyl isocyanate) и предупреждение о срочной и неумолимой гибели в самых страшных муках, если вдруг что. Зато синяя баночка нам сообщает, что «No hazardous ingridients», но WARNING таки имеется и на ней. Так или иначе, но детей Советского Союза не запугать такими пустяками, а значит работать будем с тем, что имеем.
Собственно, фото банок:
Мешать все это дело необходимо в пропорции один к одному, что чертовски удобно, в отличии от силикона, в который надо влить 3-4% катализатора. Поди отмерь, когда конечное изделие весит полграмма!
Познавательная страничка
Если смешивать в любых пропорциях разные варианты содержимого из всех четырех баночек (желтой, синей, силикон и катализатор силикона), то не произойдет ровным счетом ничего. Ибо фазы жидкостей не совпадают и они не смешиваются. Зато, если смешать все вместе, да еще и в нужных пропорциях, мы получим невнятную массу, похожую на очень хрупкий пенополиуретан.
Итак, поехали!
Готовим пропорции:
Смешиваем:
При помощи банки и компрессора от холодильника обезгаживаем (избавляемся от газов то бишь):
И…
… не успеваем ничего сделать. Смесь затвердела.
Зато теперь у меня есть красивое абы-что и минус одна пятая пластика:
Это, кстати, весьма важный момент: необходимо точно знать и быть уверенным в том, что именно ты собрался делать. Если весь процесс выполняется вручную, включая смешивание, дегазацию, переливание туда-сюда, надо понимать, что время жизни смеси должно быть достаточным для выполнения всех этих процедур. Ну и масса мелких моментов, которые сложно предусмотреть, не имея печального опыта или совета бывалых. Например, камера дегазации. Я ее собрал на коленке из компрессора от холодильника и стеклянной банки с крышкой. Вроде ничего сложного, но сразу же вылезла масса багов. Первое — из банки невозможно достать руку, если в это время держать стаканчик.
Вот как-то так я выглядел, когда в первый раз попытался это сделать:
Второе — шланг от компрессора входит ровно в центр крышки от банки, соответственно, при нормализации давления воздух с силой бьет ровно в центр смеси. Как результат, минус вторая пятая часть пластика и белые, непрозрачные стенки банки. Третье — шланг короткий и твердый, так и норовит опрокинуть мелкую и легкую баночку с содержимым. Минус третья пятая пластика. Разумеется, после этого я все свои действия стал продумывать наперед, с различными вариантами развития событий. В результате кое-чего смог таки добиться:
Должен сказать, что в этом случае я решил обойтись без использования компрессора. Далее необходимо «раздеть» матрицу:
Очистить от пластилина и полюбоваться результатом:
Поставить на место мастер-модель
И собрать новую опалубку:
Больше фото под катомСюда мы будем заливать смесь, которая сформирует пуансон, это ответная часть матрицы. Разумеется, чтобы шпильки не залило пластиком, на них насажены трубки. При желании, их потом можно вытянуть из пуансона. Нутро необходимо смазать разделительным составом, я для этого использую восковой раствор в форме спрея.
Результат после снятия опалубки:
Больше фотоНебольшая обработка и вот результат:
Пару слов о пластике. В процессе полимеризации пластик может довольно сильно греться, причем нагрев ускоряет реакцию. Соответственно, чем больший объем смешиваем, тем больше тепла выделяется и тем быстрее твердеет смесь. Это надо учитывать. Промежуточная стадия — гель — длится буквально минуту, на этом этапе еще есть возможность исправить небольшие огрехи. После полной полимеризации получается изделие, напоминающее по фактуре слоновую кость. Он легче ABS и менее прочен, вроде температуру держит лучше. Легко обрабатывается механически, клеится, красится (лучше использовать краситель в процессе смешивания компонентов), тонет в воде, горит. При сильном нагреве сначала переходит в менее твердую фазу, затем становится очень пластичным. Но не текучим! То есть его нельзя мять, иначе он просто треснет. При деструктивном перегреве пластик начинает крошиться, внезапно превращается в текучую массу, становится прозрачным и меняет свой цвет на цвет жженого сахара. Вонища и все такое конечно присутствует. Можно ли его использовать в качестве замены термопластов? Смотря для чего, но в общих случаях да, а учитывая тот факт, что это не самый прочный вариант из существующих на рынке — однозначно можно.Ну и теперь то, ради чего все это дело затевалось — изготовление силиконовых копий. Поскольку, силикон был у меня только белый,…
Собственной персоной:
… а кнопки нужны черные, пришлось импровизировать с тонером от лазерного принтера:
Я уже упоминал о сложностях с подбором соотношения силикон/катализатор, здесь выручил инсулиновый шприц. Все это дело я размешал и получившуюся каку намазал сперва на пуансон, а затем остатки влил в матрицу, где и пригодилась «впуклость», которую я сделал из пластилина.
UPD hungry_ewok в комментариях обратил внимание на использование неподходящих пластиковых стаканчиков для замеса смеси — материал стаканчика ускоряет реакцию. То-то я думаю в стекле дольше сохранялась смесь.
Спустя 10 минут:
Результат после обрезки:
Выводы
Технология рабочая, сложного ничего нет, материалы доступные. Для дома или мелких серий отличный вариант. Для больших изделий подходит так же, как и термопласты. Очень серьезный минус — это грязюка. Может это я такой свин, но тот факт, что я обгадил донельзя свое рабочее место, очень расстраивает.
125 фото и видео изготовления формы из силикона
Силикон является достаточно мягким и пластичным материалом. Используют его для получения всевозможных форм. Сделать их несложно, для этого нужно ознакомиться с инструкцией, а затем приступить к изготовлению формы.

Разберем подробнее, как это сделать самостоятельно.

Содержимое обзора:
Где используются силиконовые формы
Рассматривая видео, как сделать силиконовую форму, возникает желание сделать ее самостоятельно. Поскольку данный материал достаточно востребован во многих сферах жизнедеятельности. Благодаря снижению или наращиванию сцепления разных поверхностей, а также добавлению предмету устойчивости к влаге.
Данные особенности сохраняются даже при различных условиях влажности и температурных показателей.

Стоит отметить, что силикон обладает такими свойствами, как хорошее соединение с другими материалами, достаточная эластичность, большой срок эксплуатации, высокий уровень экологичности.

В промышленной сфере имеет широкий спектр применения. Устойчив, ко многим раздражителям. В продаже имеется большой выбор разнообразных видов силикона.

Стоит отметить, что самостоятельное изготовление формы в домашних условиях распространенное явление.

Как оформить заготовки
Далее разберем, какие нужны подготовительные работы для создания силиконовой формы самостоятельно.
Для создания формы нужно первым делом подготовить нужный в дальнейшем для работы контейнер. Поскольку он позволит делать процесс вынимания деталей более простым и удобным.
Рекомендуем посмотреть еще тут

Контейнер должен быть полностью герметичен, поскольку вещество может вытекать из него из щелей.

Перед тем как поместить вещество в емкость его покрывают раствором. В случае необходимости в матрице для вертикального разбора, то ее закрепляют к дну при помощи пластилина. После происходит заливка вещества.

Важно заливать материал, не спеша пока форма не наполнится полностью. Затем стоит закрыть плотно контейнер и подождать минут 15.

После форма разбирается, и вещество уже не должно прилипать к рукам. Таким образом, делаем подготовку к созданию силиконовой формы.
Правила безопасности при работе с силиконом
Очень важно соблюдать правила безопасности при работе с силиконом.

Рекомендуем посмотреть еще тут
Осуществлять все манипуляции с данным веществом следует строго в резиновых перчатках. Поскольку масса из вещества обладает токсичными свойствами.

Стоит продумать, где будут проходить работы с данным материалом. Работы с силиконом нужно проводить в хорошо проветриваемом помещении.

Материалы для создания формы и работа с ними
Для создания силиконовой формы для литья нужны такие ингредиенты, как специальный растворитель, ложка, пипетка, стаканчик, акриловая краска, глицерин раствор, герметик из силикона.
Данные компоненты соединяются в следующих пропорциях – силикон – 30 гр, растворитель – 150 гр, 1 капля краски, глицерин — 3 капли.

Далее следует поместить герметик в стаканчик, добавить к нему глицерин и красящее вещество. Затем добавить растворитель.

Все компоненты перемешиваются, пока не получится однородная масса. После оставляем массу на время до пяти часов для застывания.
Рекомендуем посмотреть еще тут

Данная смесь позволяет отлить любую конфигурацию, например форму для мыла.

Данный процесс происходит следующим образом, берем емкость без дыр. В контейнере помещаем модель из гипса. Контейнер с заготовкой заполняем песком, дабы рассчитать расход силикона.
Обрабатываем модель специальным раствором, затем заливаем силикон. Накрываем плотно крышкой и ждем около 15 минут.

Разбираем ящик и проверяем полученную заготовку на твердость. Благодаря силиконовой форме можно вновь и вновь повторять модель.

Применение герметика для создания форм
Самым простым способом сделать форму применить герметик имеющий в своей основе силикон. Многие не склоняются к этому варианту, но иногда его все же применяют для создания форм.

К плюсам стоит отнести доступность данного материала. К недостаткам относят достаточно быструю потерю формы, неудобства в работе при нанесении состава, длительность нанесения и затвердения.

Форма из герметика, делается несколько дней. Для упрощения работы с материалом к нему добавляют картофельный крахмал. Смесь получается как тесто и с него проще делать нужную форму.

Фото силиконовой формы



















Вам понравилась статья? Поделитесь 😉
Всего посмотрели 804
посетителей. Рубрика: