Почему штангенциркуль называют колумбиком
При производстве строительных работ или мелкого ремонта часто требуются измерительные инструменты. Обычно ими являются линейки или рулетки. Но при измерении диаметра трубы или глубины отверстия эти инструменты не подходят. Для таких целей служат более точные измерительные приборы – штангенциркули.
Такой прибор является универсальным. С его помощью можно измерить внешние и внутренние размеры деталей. Штангенциркули приобрели широкую популярность в быту, так как он имеет простое устройство и удобен в пользовании. С помощью такого прибора можно быстро и легко произвести измерение с высокой точностью.
Устройство штангенциркуля
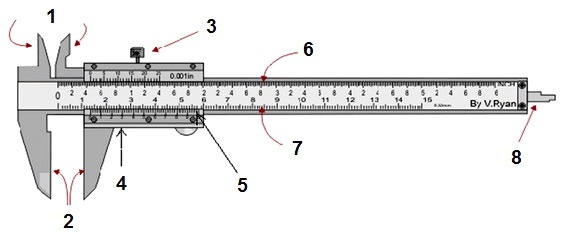
1 — Губки для внутренних измерений
2 — Губки для наружных измерений
3 — Зажимной винт
4 — Подвижная рамка
5 — Нониус
6 — Штанга
7 — Шкала штанги
8 — Глубинометр
У всех аналогичных штангенциркулю инструментов имеется измерительная штанга, благодаря которой прибор получил такое название. На штанге имеется основная шкала, которая необходима при измерении в первую очередь.
Подвижная рамка с нанесенной шкалой имеет возможность перемещаться по штанге. Шкала на штанге называется нониусом, который имеет более точную разметку по долям делений. Это обеспечивает повышенную точность измерений. Степень точности штангенциркуля в зависимости от исполнения может достигать сотых долей миллиметра.
Штангенциркули имеют губки двух видов:
- Для измерения внутренних размеров.
- Для измерения наружных размеров.
Также имеется еще один измерительный элемент прибора, который называется глубиномером. С помощью него можно измерить глубину отверстий и другие размеры.
Цифровые штангенциркули устроены аналогичным образом. Однако вместо нониуса применяется цифровая шкала, повышающая удобство применения и точность измерения прибором.
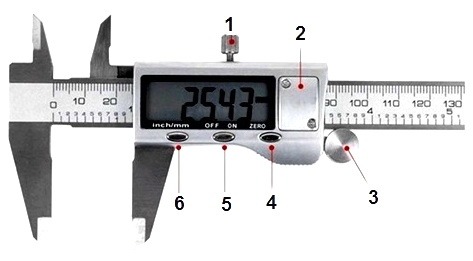
1 — Зажимной винт
2 — Батарейка
3 — Ролик изменения длинны
4 — Обнуление
5 — Вкл/Выкл
6 — Переключение мм/дюймы
Как и все измерительные приборы, цифровые приборы оснащены шкалой с ценой деления 0,01 мм. Допустимой погрешностью считается отклонение результата измерения в меньшую или большую сторону на 10%. В промышленности все измерительные инструменты каждые полгода подвергаются метрологическому контролю.
В торговой сети продаются штангенциркули, упакованные в футляре. При приобретении инструмента рекомендуется осмотреть измерительные губки. Они должны быть ровными, и при их сжатии не должно быть просвета.
Шкала нониуса при сомкнутых губках должна находиться в нулевом положении. Линии отметки делений шкалы по нониусу должны быть нанесены четко. В комплект прибора должен входить паспорт с отметкой о произведенной поверке на точность.
Виды и особенности
Основные виды штангенциркулей:
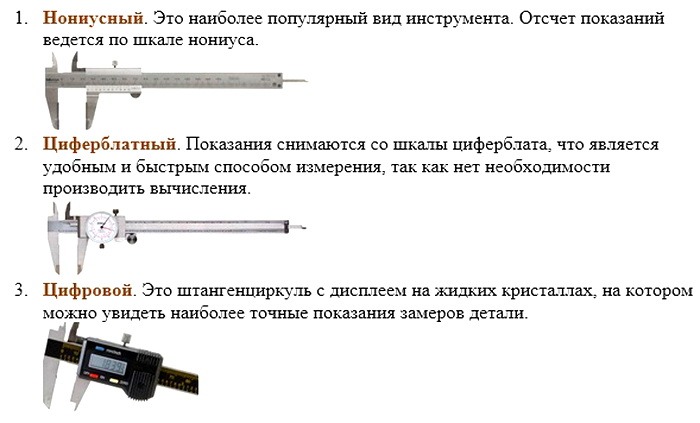
Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия. Ниже рассмотрим основные разновидности таких измерительных приборов.
ШЦ-I

Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
ШЦЦ-I

Эта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
При покупке цифровой модели необходимо обратить внимание на наличие нулевых показаний при сведенных губках, а также при затянутом стопорном винте цифры на дисплее не должны прыгать.
ШЦК-I

В такой конструкции штангенциркуля присутствует поворотный индикатор с круглой шкалой, цена деления которой 0,02 мм. Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
ШЦ-II
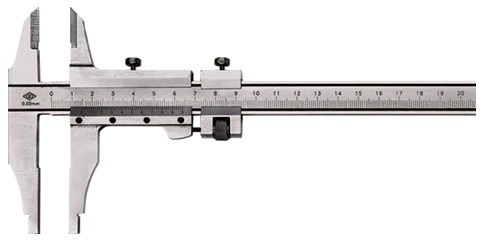
Такие линейки используются для измерения внутренних и наружных размеров, а также для работ по разметке деталей перед обработкой. Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
ШЦ-III и ШЦЦ-III

Большие детали измеряются чаще всего такой моделью инструмента, так как точность измерений у него выше остальных моделей и составляет 0,02 мм для механических приборов, и 0,01 мм для цифровых.
Наибольший размер для измерения составляет 500 мм. Губки в таких моделях направлены вниз, и могут иметь длину до 300 мм. Это дает возможность производить измерения деталей в широких пределах.
Штангенциркули специального назначения
Коротко рассмотрим несколько специализированных моделей штангенциркулей, предназначенных для специальных видов работ. В торговой сети такие приборы появляются довольно редко.
- ШЦЦТ – применяется для замеров труб, его называют трубным штангенциркулем.
- ШЦЦВ — для измерения внутренних размеров, имеет цифровой дисплей.
- ШЦЦН – аналогичная предыдущему прибору, служит для измерения наружных размеров.
- ШЦЦУ — универсальный цифровой измеритель, в комплект входит комплект насадок для труднодоступных измерений: межцентровых расстояний, стенок труб, наружных и внутренних размеров и т.д.
- ШЦЦД – прибор для измерения толщины тормозных дисков и деталей с наличием различных выступов.
- ШЦЦП — штангенциркули применяются для измерения глубины протектора шин автомобилей.
- ШЦЦМ – штангенциркули, предназначенны специально для замеров межцентровых расстояний.
Правила пользования штангенциркулем
- Проверить инструмент. Для этого губки штангенциркуля свести вместе и проверить точность их смыкания на наличие между ними просвета.
- Инструмент взять в правую руку, а измеряемую деталь в левую руку.
- Для измерения внешнего размера детали, необходимо развести нижние губки инструмента и расположить между ними контролируемую деталь. При этом следует быть осторожным, так как края губок острые, и можно получить травму при неаккуратном обращении с инструментом.
- Губки штангенциркуля сжать до соприкосновения с деталью. Если материал изготовления детали имеет мягкую структуру, то сильное сжатие губок приведет к неточности измерения. Поэтому губки необходимо сдавливать осторожно, только до соприкосновения с поверхностью детали. Для передвижения рамки штангенциркуля используют большой палец руки.
- Проверить расположение губок относительно детали. Они должны находиться на равном расстоянии от краев детали, наличие перекосов инструмента не допускается.
- Зафиксировать винт, предназначенный для зажима подвижной рамки. Это позволяет сохранить положение рамки для точных результатов измерения. Затягивать винт целесообразно большим и указательным пальцем, одновременно этой же рукой удерживать инструмент в одном положении, чтобы не сдвигать его для обеспечения точности измерения.
- Отложить деталь в сторону, а зафиксированный штангенциркуль без детали взять для снятия результатов замера.
- Этап снятия показаний инструмента является очень важным, так как неточность при измерении может привести к серьезным последствиям на производстве.
Штангенциркуль расположить прямо перед глазами.
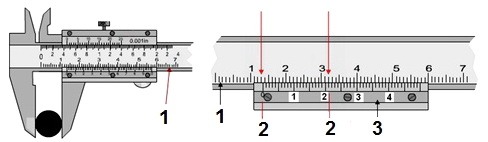
1 — Шкала штанги
2 — 21 деление
3 — Шкала нониуса
На рисунке изображен порядок измерения. Слева показаны губки для внешних замеров с измеряемой деталью, а справа изображены шкалы: нониусная и основная. Их деления и определят результат измерения.
• Сначала необходимо подсчитать количество целых миллиметров. Для этого нужно найти на шкале штанги деление, которое находится наиболее близко к нулю нониуса. Это деление указано первой верхней стрелкой красного цвета. В нашем случае эта величина равна 13 мм. Это значение необходимо запомнить, либо записать.
• Далее необходимо определить номер деления по порядку, для нашего случая получается 21.
• Затем нужно это число умножить на цену деления шкалы нониуса. В нашем примере цена деления 0,01 мм.
• Теперь необходимо подсчитать точную величину измерения, определенного штангенциркулем. Для этого нужно сложить целое число с долями миллиметра. В результате получается 13,21 мм.
- По окончании работы с инструментом очистить его, ослабить винт, сомкнуть губки и положить в чехол. Если инструмент будет долго храниться, то рекомендуется обработать его антикоррозийным раствором.
При наличии циферблатного или цифрового штангенциркуля процесс измерения становится намного проще, так как рассчитывать ничего не нужно, готовый результат будет виден на дисплее или на циферблате.

Когда-то я был шокирован, придя на работу на наше предприятие КВАДРО, когда рабочий спросил меня, умею ли я пользоваться колумбусом . Не то чтобы я не умел… Я даже не знал что такое колумбус!
Все оказалось просто: колумбусом называют, обычно, штангенциркуль с глубиномером. Для промышленности СССР одно время массово поставлялись штангенциркули фирмы «Columbus». Отсюда и закрепившееся «обиходное» колумбус. Или нежное 😆 колумбик.
Кстати, штангенциркули повышенного качества поставлялись фирмой «Маузер». Поэтому, говорят, что в авиационной промышленности штангенциркули называли…
Так что эта история из широкого ряда: копир — ксерокс, подгузники — памперсы, вьетнамки — сланцы…

Официальное обсуждение вопроса почему штангенциркуль называют колумбиком, ответы двух пользователей имеются на сайте. Инструкции и видео ответ имеется.
Качество видео: HD 1080
Видео загружено админу от пользователя Азамат: для срочного просмотра на портале.
Чтобы дать правильный ответ на вопрос нужно посмотреть видео. После просмотра вам не потребуется обращаться за помощью к специалистам. Подробные инструкции помогут вам решить ваши проблемы. Приятного просмотра.
Юмор в теме: Семь раз примерь – и муж согласится на всё!
Штангенциркуль.Измерение деталей штангенциркулем
Здравствуйте! Сегодня мы поговорим с вами про измерение деталей штангенциркулем или как многие его называют «колумбиком». К стати говоря а вы знаете почему штангенциркуль называют колумбиком??? НЕТ? Тогда читайте мою статью и все станет понятно 🙂
Штангенциркуль или колумбик?
Многие из вас на производстве при измерении деталей столкнулись наверное с самым (по моему) популярным видом измерительного инструмента — штангенциркулем или как часто его называют бывалые работники колумбик. Честно я вам скажу когда я пришел на завод в 2004 году я часто слышал как его так называют да и сам стал произносить это название, чтобы не выглядеть неучем среди опытных коллег ИТР 🙂 .
Шли годы и так ни кто и не спросил — А ПОЧЕМУ КОЛУМБИК????
Мне стало интересно узнать про чудное даже немного заморское название штангенциркуля и вот, что я выяснил, оказывается штангенциркуль стал называться колумбиком потому, что в советское время основным поставщиком данного мерителя была американская фирма COLUMBUS вот название и прилипло :).
А еще интересно то, что в авиационной промышленности штангенциркули называли МАУЗЕР, как вы уже догадались это и был поставщик туда измерительного инструмента.
Ну думаю было познавательно и интересно. Ну да ладно отвлеклись немного на историю 🙂 Теперь по теме.
Как устроен штангенциркуль, он же колумбик, все в этом видео:
Измерение деталей штангенциркулем. Как пользоваться?
И так на рисунке выше предоставлен штангенциркуль ШЦ -1 в его классическом исполнении. Разберем его конструкцию подробнее:
- Это так называемые губки (но целовать их не стоит) они предназначены для измерения внутренних поверхностей.
- Эту часть называют рамка ведь на нее она и похожа 🙂 .
- Зажим с помощью которого можно надежно зафиксировать рамку (п.2).
- Называют штанга, по ней рамка перемещается и позволяет производить измерения штангенциркулем.
- Под номером 5 у нас линейка глубиномера с помощью которого очень удобно измерять глубину фрезеровки или отверстий деталей.
- Шкала штанги. Тут вроде все понятно.
- Нониус. С помощью него собственно и удается производить измерения с точностью от 0,01 до 0,1 мм (в зависимости от точности вашего штангенциркуля).
- И завершают наш список губки для измерения наружных поверхностей. Иногда оснащаются вставками из твердого сплава для меньшего износа при частом использовании.
Как пользоваться штангенциркулем.
Чтобы понять как пользоваться штангенциркулем обратим внимание на рисунок выше. На нем мы видим две шкалы я специально обозначил их разными цветами шкалу штанги салатовым цветом, а шкалу рамки которая по ней перемещается голубым. Если мы видим такую картину то это значит, что измеренная деталь равна 42,7 мм. Как я определил???
Да очень просто. Видите риска рамки под которой находится «0» стоит дальше 42 мм (забыл сказать цена деления штанги 1 мм) но в тоже время не доходит до 43 мм. Это значит наш реальный размер находится между 42 и 43 мм.
Теперь смотрим на шкалу рамки (нониус) его размер от «0» до окончания 19 мм которые разделены на равные 10 частей. Получается цена деления равна 1,9 мм (но по этому поводу не заворачивайтесь 🙂 ). Я и для того пишу этот пост, чтобы все было предельно ясно. И так, целое число миллиметров мы знаем, а для определения дробной части обратите внимание какая риска шкалы рамки штангенциркуля совпадает с рисской штанги.
Как отчетливо видно с рисунка это риска под номером «7» если посчитать от нулевой риски нониуса и это говорит о том, что размер который вы измерили штангенциркулем равен 42 целых и 7 десятых миллиметра. Вот и все 🙂 По моему уже проще объяснить не удастся 🙂 . Да и вроде и так понятно.
Схемы измерения деталей штангенциркулем.
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.
1. Измерение валов штангенциркулем.
И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.
При таком измерении губки штангенциркуля (специально для этого предназначенные) вставляются в отверстия таким образом, чтобы линия измерения проходила через центр отверстия и в тоже время была перпендикулярна его оси. Вроде ясно, а то как то круто загнул 🙂 .
3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.
При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
4.Измерение глубины линейкой глубиномера штангенциркуля.
При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру):
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ!!!
С вами был Андрей !
Чем отличается колумбик от штангенциркуля
При производстве строительных работ или мелкого ремонта часто требуются измерительные инструменты. Обычно ими являются линейки или рулетки. Но при измерении диаметра трубы или глубины отверстия эти инструменты не подходят. Для таких целей служат более точные измерительные приборы – штангенциркули.
Такой прибор является универсальным. С его помощью можно измерить внешние и внутренние размеры деталей. Штангенциркули приобрели широкую популярность в быту, так как он имеет простое устройство и удобен в пользовании. С помощью такого прибора можно быстро и легко произвести измерение с высокой точностью.
Устройство штангенциркуля
1 — Губки для внутренних измерений
2 — Губки для наружных измерений
3 — Зажимной винт
4 — Подвижная рамка
5 — Нониус
6 — Штанга
7 — Шкала штанги
8 — Глубинометр
У всех аналогичных штангенциркулю инструментов имеется измерительная штанга, благодаря которой прибор получил такое название. На штанге имеется основная шкала, которая необходима при измерении в первую очередь.
Подвижная рамка с нанесенной шкалой имеет возможность перемещаться по штанге. Шкала на штанге называется нониусом, который имеет более точную разметку по долям делений. Это обеспечивает повышенную точность измерений. Степень точности штангенциркуля в зависимости от исполнения может достигать сотых долей миллиметра.
Штангенциркули имеют губки двух видов:
- Для измерения внутренних размеров.
- Для измерения наружных размеров.
Также имеется еще один измерительный элемент прибора, который называется глубиномером. С помощью него можно измерить глубину отверстий и другие размеры.
Цифровые штангенциркули устроены аналогичным образом. Однако вместо нониуса применяется цифровая шкала, повышающая удобство применения и точность измерения прибором.
1 — Зажимной винт
2 — Батарейка
3 — Ролик изменения длинны
4 — Обнуление
5 — Вкл/Выкл
6 — Переключение мм/дюймы
Как и все измерительные приборы, цифровые приборы оснащены шкалой с ценой деления 0,01 мм. Допустимой погрешностью считается отклонение результата измерения в меньшую или большую сторону на 10%. В промышленности все измерительные инструменты каждые полгода подвергаются метрологическому контролю.
В торговой сети продаются штангенциркули, упакованные в футляре. При приобретении инструмента рекомендуется осмотреть измерительные губки. Они должны быть ровными, и при их сжатии не должно быть просвета.
Шкала нониуса при сомкнутых губках должна находиться в нулевом положении. Линии отметки делений шкалы по нониусу должны быть нанесены четко. В комплект прибора должен входить паспорт с отметкой о произведенной поверке на точность.
Виды и особенности
Основные виды штангенциркулей:
Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия. Ниже рассмотрим основные разновидности таких измерительных приборов.
ШЦ-I
Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
ШЦЦ-I
Эта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
При покупке цифровой модели необходимо обратить внимание на наличие нулевых показаний при сведенных губках, а также при затянутом стопорном винте цифры на дисплее не должны прыгать.
ШЦК-I
В такой конструкции штангенциркуля присутствует поворотный индикатор с круглой шкалой, цена деления которой 0,02 мм. Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
ШЦ-II
Такие линейки используются для измерения внутренних и наружных размеров, а также для работ по разметке деталей перед обработкой. Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
ШЦ-III и ШЦЦ-III
Большие детали измеряются чаще всего такой моделью инструмента, так как точность измерений у него выше остальных моделей и составляет 0,02 мм для механических приборов, и 0,01 мм для цифровых.
Наибольший размер для измерения составляет 500 мм. Губки в таких моделях направлены вниз, и могут иметь длину до 300 мм. Это дает возможность производить измерения деталей в широких пределах.
Штангенциркули специального назначения
Коротко рассмотрим несколько специализированных моделей штангенциркулей, предназначенных для специальных видов работ. В торговой сети такие приборы появляются довольно редко.
- ШЦЦТ – применяется для замеров труб, его называют трубным штангенциркулем.
- ШЦЦВ — для измерения внутренних размеров, имеет цифровой дисплей.
- ШЦЦН – аналогичная предыдущему прибору, служит для измерения наружных размеров.
- ШЦЦУ — универсальный цифровой измеритель, в комплект входит комплект насадок для труднодоступных измерений: межцентровых расстояний, стенок труб, наружных и внутренних размеров и т.д.
- ШЦЦД – прибор для измерения толщины тормозных дисков и деталей с наличием различных выступов.
- ШЦЦП — штангенциркули применяются для измерения глубины протектора шин автомобилей.
- ШЦЦМ – штангенциркули, предназначенны специально для замеров межцентровых расстояний.
Правила пользования штангенциркулем
- Проверить инструмент. Для этого губки штангенциркуля свести вместе и проверить точность их смыкания на наличие между ними просвета.
- Инструмент взять в правую руку, а измеряемую деталь в левую руку.
- Для измерения внешнего размера детали, необходимо развести нижние губки инструмента и расположить между ними контролируемую деталь. При этом следует быть осторожным, так как края губок острые, и можно получить травму при неаккуратном обращении с инструментом.
- Губки штангенциркуля сжать до соприкосновения с деталью. Если материал изготовления детали имеет мягкую структуру, то сильное сжатие губок приведет к неточности измерения. Поэтому губки необходимо сдавливать осторожно, только до соприкосновения с поверхностью детали. Для передвижения рамки штангенциркуля используют большой палец руки.
- Проверить расположение губок относительно детали. Они должны находиться на равном расстоянии от краев детали, наличие перекосов инструмента не допускается.
- Зафиксировать винт, предназначенный для зажима подвижной рамки. Это позволяет сохранить положение рамки для точных результатов измерения. Затягивать винт целесообразно большим и указательным пальцем, одновременно этой же рукой удерживать инструмент в одном положении, чтобы не сдвигать его для обеспечения точности измерения.
- Отложить деталь в сторону, а зафиксированный штангенциркуль без детали взять для снятия результатов замера.
- Этап снятия показаний инструмента является очень важным, так как неточность при измерении может привести к серьезным последствиям на производстве.
Штангенциркуль расположить прямо перед глазами.
1 — Шкала штанги
2 — 21 деление
3 — Шкала нониуса
На рисунке изображен порядок измерения. Слева показаны губки для внешних замеров с измеряемой деталью, а справа изображены шкалы: нониусная и основная. Их деления и определят результат измерения.
• Сначала необходимо подсчитать количество целых миллиметров. Для этого нужно найти на шкале штанги деление, которое находится наиболее близко к нулю нониуса. Это деление указано первой верхней стрелкой красного цвета. В нашем случае эта величина равна 13 мм. Это значение необходимо запомнить, либо записать.
• Далее нужно вычислить доли миллиметра. Для этого на шкале нониуса надо найти деление, совпадающее с делением на шкале штанги. Это деление на рисунке показано второй красной стрелкой.
• Далее необходимо определить номер деления по порядку, для нашего случая получается 21.
• Затем нужно это число умножить на цену деления шкалы нониуса. В нашем примере цена деления 0,01 мм.
• Теперь необходимо подсчитать точную величину измерения, определенного штангенциркулем. Для этого нужно сложить целое число с долями миллиметра. В результате получается 13,21 мм.
- По окончании работы с инструментом очистить его, ослабить винт, сомкнуть губки и положить в чехол. Если инструмент будет долго храниться, то рекомендуется обработать его антикоррозийным раствором.
При наличии циферблатного или цифрового штангенциркуля процесс измерения становится намного проще, так как рассчитывать ничего не нужно, готовый результат будет виден на дисплее или на циферблате.
Один из самых конструктивно простых и распространенных измерительных инструментов, который отличается своей универсальностью, высокой точностью показаний и способностью выполнять замеры внутренний и внешних диаметров – штангенциркуль.
Среди множества его видов, имеющих, к тому же, разные размеры, можно найти варианты с действительно минимальной погрешностью.
Сам инструмент активно применяют в быту, а в машиностроении и токарном деле без него и вовсе невозможно обойтись.

Подробнее о том, что такое штангенциркуль, на что он способен, из чего сделан, каким бывает и какой выбрать, далее.
Назначение и принцип действия
Назначение штангенциркуля – выполнение замеров высокой точности внутри и с наружи измеряемых объектов, а также глубины всевозможных отверстий.
Особенность инструмента — универсальность.

Штангель – распространенное название штангенциркуля среди тех, кто им постоянно пользуется, является обыкновенным сокращением слова.
Этот инструмент “умеет” измерять внешние и внутренние диаметры круглых и цилиндрических объектов, например, гаек и болтов, подходит для внутренних измерений канавок по всем параметрам.
Принцип измерения штангенциркулем заключается в определении размера на основании положения измерительной рамки, которая свободно перемещается вдоль штанги с нанесенной шкалой.
Само значение размера определяется методом совпадения, а его точность, в зависимости от, собственно, класса точности, способно доходить до сотых частей миллиметра.
Устройство, характеристики и свойства
Если подключить фантазию, то внешне штангель выглядит, как симбиоз молотка и линейки.

Состоит классический инструмент из следующих элементов:
- Штанга с размеченной шкалой. Максимальная величина измерений зависит от длины штанги.
- Измерительная рамка – подвижная часть штангеля, способная перемещаться вдоль штанги. На ней нанесена шкала нониуса, позволяющая определять доли миллиметра. Внутри рамки установлена пружина с фиксирующим винтом, прижимающая ее к штанге, что снижает погрешность измерений, которая способна повысится в следствии перекоса подвижной части относительно неподвижной. Вместо нониуса может быть установлена циферблатная шкала или небольшой цифровой дисплей, что зависит от модели штангенциркуля.
- Неподвижная губка – конструктивно является частью штанги или жестко на ней закреплена, и находится с одной стороны инструмента.
 Рабочей зоной является внутренняя грань стационарной губки, во время измерений ее плотно прикладывают к измеряемому объекту.
Рабочей зоной является внутренняя грань стационарной губки, во время измерений ее плотно прикладывают к измеряемому объекту. - Подвижная губка – конструктивно является частью рамки или жестко на ней закреплена. Рабочая часть также внутренняя, а сама деталь расположена ровно напротив неподвижной губки таким образом, что при сдвигании рамки грани обеих губок соприкасаются. В этом положении нулевые параметры шкал штанги и нониуса должны совпадать.
- Выдвижная планка – конструктивная часть измерительной рамки, ее назначение для замера глубины в объектах.
 Рабочей зоной является внутренняя грань стационарной губки, во время измерений ее плотно прикладывают к измеряемому объекту.
Рабочей зоной является внутренняя грань стационарной губки, во время измерений ее плотно прикладывают к измеряемому объекту.Рассмотренная конструкция, имеющая односторонние губки, позволяет определять лишь внешние размеры объектов.
Для внутренних замеров потребуется штангенциркуль с двусторонним размещением губок.

Вторые имеют, как правило, меньшие размеры, расположены аналогично первым, но с противоположной стороны штанги, а рабочими являются внешние грани.
Материал
Металлический штангенциркуль изготавливают преимущественно из углеродистой и нержавеющей стали, низколегированных инструментальных сталей 9ХС, ХВГ.
Нержавеющий инструмент — классика, однако, в производстве современных штангелей используют и композит, например, на основе углеродного волокна и полимерных смол.
Размеры
Типовые размеры классических штангенциркулей:
- Длина губок для выполнения наружных замеров: 35 – 300 мм.
- Длина губок для выполнения внутренних замеров: 6 – 22 мм.
- Измерительный диапазон – до 2 м.
- Длина нониуса: 9 – 39 мм.
- Вес (зависит от материала и размеров): 0,2 – 8,9 кг.

Модели с диапазоном измерений до 5000 мм могут весить более 35 кг.
Следующие действующие ГОСТы регулируют как поверку, так и производство штангенциркулей:
- ГОСТ 166-89 – определяет технические условия
- ГОСТ 8.113-85 – определяет порядок поверки

Точность
Нониусный штангенциркуль характеризуется несколькими классами точности:
- класс – погрешность составляет 0,05 мм (двадцатая часть миллиметра)
- класс – погрешность составляет 0,1 мм (десятая часть миллиметра)
Для высокоточных замеров применяется совершенно другой инструмент – микрометр.
Чтобы наглядно показать, на что влияет класс точности, достаточно предположить, что необходимо определить диаметр нескольких сверл без маркировки.
Штангель второго класса точности позволит найти сверла диаметром 6,7 или 6,8 мм, а первого класса еще и 6,75 мм.
Для электронных инструментов погрешность может достигать 0,01 мм.

Поверка
В процессе работы штангенциркулем может наблюдаться нарушение его настроек, различные деформации отдельных элементов, банальный износ.
Все это влияет на точность проводимых измерений, которые, к тому же, способна исказить налипшая грязь, смазка, металлические опилки, покрывающие инструмент намагниченным слоем.
Каждому владельцу штангеля необходимо бережно обращаться с ним, и содержать инструмент в чистоте.
Дабы избежать различных искажений результатов измерений, выполняется ежегодная поверка инструмента.
Для этого достаточно обратится в специализированный сервисный центр по настройке и ремонту.
По результатам поверки выдается соответствующее свидетельство.

В домашних условиях выполнить простейшую проверку правильности показаний можно, если свести до упора губки штангенциркуля.
В этом случае нулевые штрихи должны совпадать.
Здравствуйте! Сегодня мы поговорим с вами про измерение деталей штангенциркулем или как многие его называют «колумбиком». К стати говоря а вы знаете почему штангенциркуль называют колумбиком. НЕТ? Тогда читайте мою статью и все станет понятно 🙂
p, blockquote 1,0,0,0,0 —>
p, blockquote 2,0,0,0,0 —>
p, blockquote 3,0,0,0,0 —>
Штангенциркуль или колумбик?
Многие из вас на производстве при измерении деталей столкнулись наверное с самым (по моему) популярным видом измерительного инструмента — штангенциркулем или как часто его называют бывалые работники колумбик. Честно я вам скажу когда я пришел на завод в 2004 году я часто слышал как его так называют да и сам стал произносить это название, чтобы не выглядеть неучем среди опытных коллег ИТР 🙂 .
p, blockquote 4,0,0,0,0 —>
Шли годы и так ни кто и не спросил — А ПОЧЕМУ КОЛУМБИК.
p, blockquote 5,0,0,0,0 —>
Мне стало интересно узнать про чудное даже немного заморское название штангенциркуля и вот, что я выяснил, оказывается штангенциркуль стал называться колумбиком потому, что в советское время основным поставщиком данного мерителя была американская фирма COLUMBUS вот название и прилипло :).
p, blockquote 6,0,0,0,0 —>
А еще интересно то, что в авиационной промышленности штангенциркули называли МАУЗЕР, как вы уже догадались это и был поставщик туда измерительного инструмента.
p, blockquote 7,0,0,0,0 —>
Ну думаю было познавательно и интересно. Ну да ладно отвлеклись немного на историю 🙂 Теперь по теме.
p, blockquote 8,0,1,0,0 —>
Как устроен штангенциркуль, он же колумбик, все в этом видео:
p, blockquote 9,0,0,0,0 —>
p, blockquote 10,0,0,0,0 —>
Измерение деталей штангенциркулем. Как пользоваться?
p, blockquote 11,0,0,0,0 —>
И так на рисунке выше предоставлен штангенциркуль ШЦ -1 в его классическом исполнении. Разберем его конструкцию подробнее:
Как пользоваться штангенциркулем.
p, blockquote 13,0,0,0,0 —>
Чтобы понять как пользоваться штангенциркулем обратим внимание на рисунок выше. На нем мы видим две шкалы я специально обозначил их разными цветами шкалу штанги салатовым цветом, а шкалу рамки которая по ней перемещается голубым. Если мы видим такую картину то это значит, что измеренная деталь равна 42,7 мм. Как я определил.
p, blockquote 14,0,0,0,0 —>
Да очень просто. Видите риска рамки под которой находится «0» стоит дальше 42 мм (забыл сказать цена деления штанги 1 мм) но в тоже время не доходит до 43 мм. Это значит наш реальный размер находится между 42 и 43 мм.
p, blockquote 15,0,0,0,0 —>
Теперь смотрим на шкалу рамки (нониус) его размер от «0» до окончания 19 мм которые разделены на равные 10 частей. Получается цена деления равна 1,9 мм (но по этому поводу не заворачивайтесь 🙂 ). Я и для того пишу этот пост, чтобы все было предельно ясно. И так, целое число миллиметров мы знаем, а для определения дробной части обратите внимание какая риска шкалы рамки штангенциркуля совпадает с рисской штанги.
Как отчетливо видно с рисунка это риска под номером «7» если посчитать от нулевой риски нониуса и это говорит о том, что размер который вы измерили штангенциркулем равен 42 целых и 7 десятых миллиметра. Вот и все 🙂 По моему уже проще объяснить не удастся 🙂 . Да и вроде и так понятно.
p, blockquote 17,1,0,0,0 —>
Схемы измерения деталей штангенциркулем.
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.
p, blockquote 18,0,0,0,0 —>
1. Измерение валов штангенциркулем.
p, blockquote 19,0,0,0,0 —>
p, blockquote 20,0,0,0,0 —>
И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
p, blockquote 21,0,0,0,0 —>
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
p, blockquote 22,0,0,0,0 —>
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.
p, blockquote 24,0,0,0,0 —>
При таком измерении губки штангенциркуля (специально для этого предназначенные) вставляются в отверстия таким образом, чтобы линия измерения проходила через центр отверстия и в тоже время была перпендикулярна его оси. Вроде ясно, а то как то круто загнул 🙂 .
p, blockquote 25,0,0,1,0 —>
3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.
p, blockquote 26,0,0,0,0 —>
При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
p, blockquote 27,0,0,0,0 —>
4.Измерение глубины линейкой глубиномера штангенциркуля.
p, blockquote 28,0,0,0,0 —>
При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
p, blockquote 29,0,0,0,0 —>
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру) :
p, blockquote 30,0,0,0,0 —>
p, blockquote 31,0,0,0,0 —>
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ.
p, blockquote 32,0,0,0,0 —>
С вами был Андрей !
p, blockquote 33,0,0,0,0 —> p, blockquote 34,0,0,0,1 —>
Колумбус инструмент отличие от штангенциркуля
Здравствуйте! Сегодня мы поговорим с вами про измерение деталей штангенциркулем или как многие его называют «колумбиком». К стати говоря а вы знаете почему штангенциркуль называют колумбиком. НЕТ? Тогда читайте мою статью и все станет понятно 🙂
p, blockquote 1,0,0,0,0 —>
p, blockquote 2,0,0,0,0 —>
p, blockquote 3,0,0,0,0 —>
Штангенциркуль или колумбик?
Многие из вас на производстве при измерении деталей столкнулись наверное с самым (по моему) популярным видом измерительного инструмента — штангенциркулем или как часто его называют бывалые работники колумбик. Честно я вам скажу когда я пришел на завод в 2004 году я часто слышал как его так называют да и сам стал произносить это название, чтобы не выглядеть неучем среди опытных коллег ИТР 🙂 .
p, blockquote 4,0,0,0,0 —>
Шли годы и так ни кто и не спросил — А ПОЧЕМУ КОЛУМБИК.
p, blockquote 5,0,0,0,0 —>
Мне стало интересно узнать про чудное даже немного заморское название штангенциркуля и вот, что я выяснил, оказывается штангенциркуль стал называться колумбиком потому, что в советское время основным поставщиком данного мерителя была американская фирма COLUMBUS вот название и прилипло :).
p, blockquote 6,0,0,0,0 —>
А еще интересно то, что в авиационной промышленности штангенциркули называли МАУЗЕР, как вы уже догадались это и был поставщик туда измерительного инструмента.
p, blockquote 7,0,0,0,0 —>
Ну думаю было познавательно и интересно. Ну да ладно отвлеклись немного на историю 🙂 Теперь по теме.
p, blockquote 8,0,1,0,0 —>
Как устроен штангенциркуль, он же колумбик, все в этом видео:
p, blockquote 9,0,0,0,0 —>
p, blockquote 10,0,0,0,0 —>
Измерение деталей штангенциркулем. Как пользоваться?
p, blockquote 11,0,0,0,0 —>
И так на рисунке выше предоставлен штангенциркуль ШЦ -1 в его классическом исполнении. Разберем его конструкцию подробнее:
Как пользоваться штангенциркулем.
p, blockquote 13,0,0,0,0 —>
Чтобы понять как пользоваться штангенциркулем обратим внимание на рисунок выше. На нем мы видим две шкалы я специально обозначил их разными цветами шкалу штанги салатовым цветом, а шкалу рамки которая по ней перемещается голубым. Если мы видим такую картину то это значит, что измеренная деталь равна 42,7 мм. Как я определил.
p, blockquote 14,0,0,0,0 —>
Да очень просто. Видите риска рамки под которой находится «0» стоит дальше 42 мм (забыл сказать цена деления штанги 1 мм) но в тоже время не доходит до 43 мм. Это значит наш реальный размер находится между 42 и 43 мм.
p, blockquote 15,0,0,0,0 —>
Теперь смотрим на шкалу рамки (нониус) его размер от «0» до окончания 19 мм которые разделены на равные 10 частей. Получается цена деления равна 1,9 мм (но по этому поводу не заворачивайтесь 🙂 ). Я и для того пишу этот пост, чтобы все было предельно ясно. И так, целое число миллиметров мы знаем, а для определения дробной части обратите внимание какая риска шкалы рамки штангенциркуля совпадает с рисской штанги.
Как отчетливо видно с рисунка это риска под номером «7» если посчитать от нулевой риски нониуса и это говорит о том, что размер который вы измерили штангенциркулем равен 42 целых и 7 десятых миллиметра. Вот и все 🙂 По моему уже проще объяснить не удастся 🙂 . Да и вроде и так понятно.
p, blockquote 17,1,0,0,0 —>
Схемы измерения деталей штангенциркулем.
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.
p, blockquote 18,0,0,0,0 —>
1. Измерение валов штангенциркулем.
p, blockquote 19,0,0,0,0 —>
p, blockquote 20,0,0,0,0 —>
И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
p, blockquote 21,0,0,0,0 —>
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
p, blockquote 22,0,0,0,0 —>
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.
p, blockquote 24,0,0,0,0 —>
При таком измерении губки штангенциркуля (специально для этого предназначенные) вставляются в отверстия таким образом, чтобы линия измерения проходила через центр отверстия и в тоже время была перпендикулярна его оси. Вроде ясно, а то как то круто загнул 🙂 .
p, blockquote 25,0,0,1,0 —>
3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.
p, blockquote 26,0,0,0,0 —>
При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
p, blockquote 27,0,0,0,0 —>
4.Измерение глубины линейкой глубиномера штангенциркуля.
p, blockquote 28,0,0,0,0 —>
При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
p, blockquote 29,0,0,0,0 —>
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру) :
p, blockquote 30,0,0,0,0 —>
p, blockquote 31,0,0,0,0 —>
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ.
p, blockquote 32,0,0,0,0 —>
С вами был Андрей !
p, blockquote 33,0,0,0,0 —> p, blockquote 34,0,0,0,1 —>
Содержание: Скрыть Открыть

Штангенциркуль – это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).
Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Виды штангенциркулей
В целом, все виды штангенциркулей можно разделить на механические и электронных в зависимости от типа шкалы. Основными видами, согласно ГОСТ 166-89 являются:
- ШЦ-I — инструмент с 2-сторонним размещением губок для измерения наружных и внутренних величин и глубиномером.
- ШЦК — оснащен круговой шкалой для определения точного размера. Более простой в применении, чем штангенциркуль с отсчетом по нониусу.
- ШЦТ-I — односторонние губки для измерения наружных линейных размеров. Отличается высокой стойкостью к износу.
- ШЦ-II — оснащен двумя губками для наружного и внутреннего замера и разметки, а также рамкой микрометрической подачи.
- ШЦ-III — односторонние губки для определения наружных и внутренних размеров.
- ШЦЦ — электронный штангенциркуль с цифровой индикацией.
Техническое состояние и поверка штангенциркуля
Одним из наиболее важных требований обеспечения точности инструмента является его чистота. Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Действующие ГОСТы
Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Когда-то я был шокирован, придя на работу на наше предприятие КВАДРО, когда рабочий спросил меня, умею ли я пользоваться колумбусом . Не то чтобы я не умел… Я даже не знал что такое колумбус!
Все оказалось просто: колумбусом называют, обычно, штангенциркуль с глубиномером. Для промышленности СССР одно время массово поставлялись штангенциркули фирмы «Columbus». Отсюда и закрепившееся «обиходное» колумбус. Или нежное 😆 колумбик.
Кстати, штангенциркули повышенного качества поставлялись фирмой «Маузер». Поэтому, говорят, что в авиационной промышленности штангенциркули называли… маузерами 😆 .
Так что эта история из широкого ряда: копир — ксерокс, подгузники — памперсы, вьетнамки — сланцы…
MNT-150 Штангенциркуль-колумбик 150 мм точность 0.02
Всем доброго времени суток.Предлагаю на Ваш суд обзор штангенциркуля от китайской компании MNT с ценой деления 0.02 мм.
Зайдя в очередной раз на рынок увидел я бабушку, божий одуванчик которая торгует всякими старыми железками и лежал у нее на столе старенький колумбик, убитый мама не горюй (между губками для внутренних измерений пару мм просвета) и хотела она за него 15 баксов (по 1$ за 1 см длины штангеля) уверяя что вещь странная, цены не малой. В магазинах цены тоже не радовали за тот же самый штангенциркуль правда уже китайского производства просили от 13$ за упакованный в пакет, до 25$ за вариант «пенал в комплекте».
Так что пришлось удовлетворить потребности в измерительном инструменте за счет не совсем прямых поставок из Китая.
Сначала хотел электронный, но потом подумал и решил остановиться на аналоговом, пользоваться им умею, а батарейки имеют свойство кончатся в самое неудачное время.
Штангенциркуль поставляется в родном пластиковом пенале поверх которого одета картонка с обозначением того, что внутри.

Поверх обертки наклеен защитный код, для проверки подлинности товара.

Под картонной упаковкой скрывается сам пенал внутри которого нашлось место для самого штангеля, инструкции и картонки с датой производства.

На случай если кому интересно и понимаете китайский.
Инструкция подробно

Производитель не пожалел смазки, все пространство внутри пакета, вся поверхность штангеля и даже поролон под ним обильно пропитаны машинным маслом. Пенал универсальный, ибо внутри помимо углубления для самого штангеля есть еще место для чего-то похожего на пинцет и батарейку.

Штангенциркуль сделан полностью из металла, качество обработки поверхностей хорошее, все отшлифовано ничего не болтается.

На конце штанги есть серийный номер.

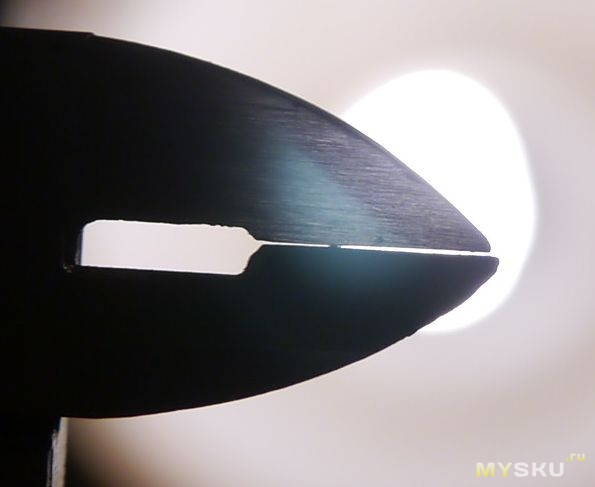
Губки измерения внешних размеров, в целом обработаны хорошо, и на первый взгляд никаких явных изъянов нет.

К сожалению, при проверке их на просвет обнаружился вот такой не красивый момент в районе ножей.

Я понимаю, что даже при шкале в 0.02 мм. это не очень большая проблема и вряд ли такой просвет когда-то станет преградой для точности измерений, но все равно не приятно.
Губки внутренних размеров внешне тоже обработаны довольно качественно, ножи ровные ничего не цепляется.

А вот так они выглядят на просвет.
Шкала нониуса гравирована, дополнительно залита краской.

Основная шкала тоже гравирована, так что есть надежда что со временем ничего не сотрется.

На обратной стороне наклеена справка по соответствию размеров в метрической и дюймовой шкале.

Проба проверить точность
К сожалению, эталонов у меня в хозяйстве нет, так что придется проверять точность по моему старичку микрометру, сразу оговорюсь что последняя проверка ему делалась года четыре назад в метрологии завода и как меня заверили на тот момент он был точен, с тех пор особо его не мучаю, но старость могла взять свое.
Первый замер
В качестве подопытного бор.
Микрометр показывает 2,34 мм.

Пробую измерить его же штангелем и сразу сталкиваюсь с первой проблемой, определить десятую долю по шкале можно легко, а вот с сотками приходиться долго всматриваться и прикидывать. На мой взгляд на штангеле 2.28 мм, но даже на фото видно что понять точно с первого взгляда очень сложно.

Второй замер
Небольшой брусок шлифованного метала.

Микрометр 9,85 мм.

Штангенциркуль, опять-таки точно понять сложно то ли 9,86 мм, то ли 9,88 мм.

Одним словом, немного разочаровался я в приборе, а вернее в его шкале, очень уж неоднозначная она получилась, с одной стороны это лучше, чем штангель со шкалой до десятых, а с другой получается, что шкала в две сотых это больше игрушка чем инструмент.
Колумбик
Именно под названием колумбик я впервые познакомился со штангелем, так его называл мой преподаватель труда в школе. И до момента написания этого обзора я был уверен, что это название какой-то разновидности или модели штангенциркуля, но делая домашнюю работу перед обзором выяснил что оказывает это название пошло от названия фирмы производителя «Columbus» которая одна из первых начала оснащать свои штангели щупом глубиномера.
На этом штангеле, как у тех самых колумбиках из школы глубиномер тоже есть, щуп выезжает легко, не люфтит.
И теперь можно измерять глубину отсека для батарейки 🙂
Измерение высоты
А вот такой вариант измерения встретил впервые, в инструкции написано, что можно измерять высоту перпендикулярных плоскостей задней частью штангеля, вот этой поверхностью.
При работе это получается примерно вот так.
Как я понимаю такой метод измерения подходит лучше, чем просто использование глубиномера, так как есть довольно большая площадь опоры что позволяет точно установить штангель относительно детали тем самым повысив точность.
Мини разборка
Собственно фото в ответ на вопрос из комментариев.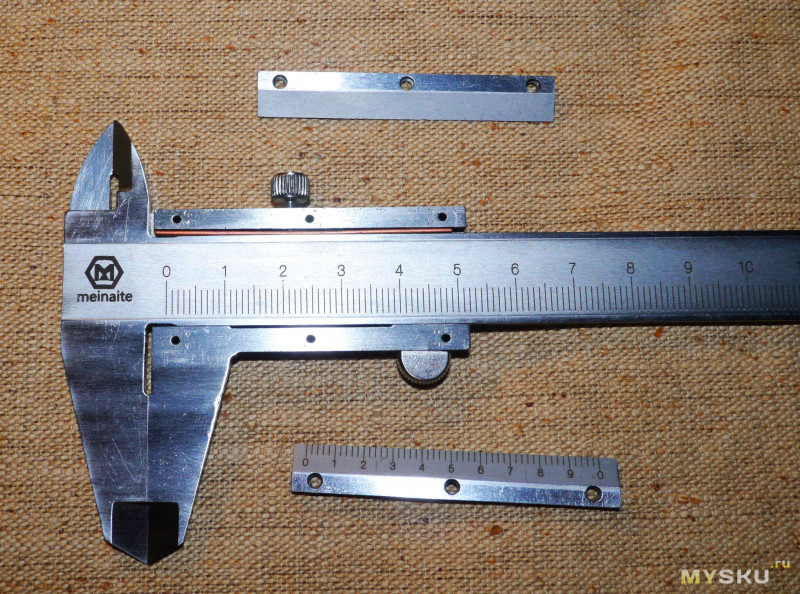
Покупал через посредника YoyBuy
Посылка весила 1,3 кг доставка обошлась 30$, можно было сэкономить 3$ отказавшись от страховки.
Вес штангенциркуля с упаковкой 308 грамм.
Доставка заняла три недели.
Небольшой вывод
Если говорить совсем кратко, то на мой взгляд штангель стоит своих денег, у него свои минусы, особенно это касается шкалы и если бы я знал заранее то, брал бы штангель не с нониусом, а с циферблатом.
К плюсам однозначно стоит отнести качество изготовления, на которое на мой взгляд даже не влияют те пару огрехов с губками.
Ну и, как всегда, она, традиция.
Заранее приношу свои извинения за орфографию и грамматику текста, все допущенные ошибки сделаны не специально, а только по незнанию и в связи с несовершенством программ автоматической проверки текстов.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
История штангенциркуля — Мегаобучалка
Деревянные штангенциркули использовались уже в начале XVII века.
Например, металлические штангенциркули 18 века с крупной шкалой делений. Первые настоящие штангенциркули с нониусом появились только в конце XVIII века в Лондоне
Самый старый из них относится к началу – середине 19 века.
Приблизительно с середины 19 века штангенциркули начали выпускать в промышленных объёмах и устанавливать на них нониус для повышения точности измерений. Штангенциркули практически не изменялись по своей сути, а отличались друг от друга только способом и временем изготовления.
Столь древний измерительный прибор, конструкция которого практически не претерпела каких-либо существенных изменений за все эти века, служит эталоном технического совершенства и заслуживает максимум почтения пред гением человеческой мысли. Вряд ли можно подсчитать, сколько экземпляров штангенциркуля находится сейчас в употреблении.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер».
Следует отметить, что современный штангенциркуль – это лишь усовершенствованный, в соответствие с новыми технологиями,
аналог того самого первого инструмента конца восемнадцатого века.
Нониус был изобретен Португальским математиком Педру Нунишем.
В то время, он работал над изобретением навигационного прибора, однако принцип, выработанный при этом, основанный на том, что человеческий глаз точнее определяет совпадение делений на шкалах, нежели относительное положение одного деления между двумя другими, лег в основу нониуса, названного в его честь.
Современную конструкцию шкалы нониуса придумал французский математик Пьер Вернье в 1631 году, поэтому, в честь него, нониус также называют «верньер».
Интересным является тот факт, что в немецком языке словом Stangenzirkel называют циркуль, применяемый для начертания окружностей и дуг больших радиусов. По-немецки, штангенциркуль называется Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка»).
рис. =Штангенциркуль без нониуса. Германия, XIX век.=
В СССР, на профессиональном сленге разновидности штангенциркулей, массово поставляемые под марками «Columbus» и «MAUSER», приобрели соответствующие нарицательные имена.
Таким образом, «Колумбус» или «Колумбик» — это разновидность штангенциркуля, оснащенная глубиномером, а «Маузер» — штангенциркуль повышенного качества для авиационной промышленности.
| Обычный штангенциркуль состоит из: 1. штанги. 2. подвижной рамки. 3. шкалы штанги. 4. губки для внутренних измерений. 5. губки для наружных измерений. 6. линейки глубиномера. 7. нониуса. 8. винта для зажима рамки. |
Как еще можно назвать штангенциркуль?
Коламбик — самый ходовой. Иногда их называют «<a rel=»nofollow» href=»http://ru.wikipedia.org/wiki/��������������#.D0.98.D0.BD.D1.82.D0.B5.D1.80.D0.B5.D1.81.D0.BD.D1.8B.D0.B5_.D1.84.D0.B0.D0.BA.D1.82.D1.8B» target=»_blank» >маузер</a>».
Железки они и есть железки….
измеритель — а по сути линейка
По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка» . Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик» . Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой. В авиационной промышленности такие штангенциркули назывались «Маузер» , по причине того что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер» . (это Вики)
бля какие все далбаебы, кроме одного…. штангенциркуль по другому ни как не назовешь, есть ещё колумбус но он с дополнительными замерительными штуками…