Особенности координатно-фрезерных станков по металлу на примере X716
Значительная часть современных фрезерных станков с ЧПУ имеет возможность обрабатывать заготовки по трем независимым координатным осям. В 3-х координатных установках фреза производит продольное и поперечное движение в горизонтальной плоскости, параллельно рабочему столу и закрепленной на нем заготовке. Это соответствует осям X и Y. В 3-х координатном станке эти движения производятся перемещением стола с заготовкой.
Вертикальное движение по оси Z в 3-х координатных станках может осуществляться как путем перемещения стола, так и шпиндельного узла. В случае перемещения стола с заготовкой оно производится при помощи гидравлической консоли. Этот способ имеет существенные недостатки, поскольку требует движения массивных деталей. Поэтому этот способ используется только в легких и средних горизонтальных и широкоуниверсальных фрезерных станках. Из-за низкой точности данный способ ограниченно используется в координатно-фрезерных станках.
4-х координатный фрезерный станок оснащается поворотным устройством, которое позволяет выполнять поворот фрезы относительно одной из осей. Чаще всего обеспечивается поворот относительно оси Y. Это расширяет технологические возможности фрезерного станка по сравнению с 3-х координатными установками. На 4-х координатном станке можно одновременно производить обработку ряда поверхностей заготовки без смены ее положения.
При увеличении степеней свободы перемещения инструмента до 5, возможности станка также возрастают. Дополнительная рабочая ось у 5-ти координатного фрезерного станка появляется либо за счет поворота рабочего стола, либо шпинделя. Это приводит к усложнению конструкции фрезерного станка и повышению его цены, однако компенсируется значительным расширением технологических возможностей. Также существуют фрезерные станки по металлу, которые имеют возможность поворота рабочего стола по двум осям.
Особенности многокоординатных фрезерных станков
Преимущества координатно-фрезерных станков:
- Возможность производства наиболее сложных деталей. К таким относятся изделия с криволинейной и фасонной поверхностью. В современной технике данные детали используются достаточно часто, ими являются многие зубчатые колеса, крыльчатки, роторы и т. д. В некоторых случаях деталь может быть произведена только на 4-х координатном или даже на 5-ти координатном фрезерном станке.
-
Возможность изготовления деталей за небольшое количество операций. Даже детали обычной сложности, особенно корпусные, содержат большое количество конструктивных элементов. К ним относятся ребра жесткости, скругления, бобышки, отверстия и т.
 д. Выполнение таких элементов на 5-ти координатном фрезерном станке с ЧПУ довольно простое.
д. Выполнение таких элементов на 5-ти координатном фрезерном станке с ЧПУ довольно простое. - Широкие возможности. Удобство 3-х координатного фрезерного станка и станков с большим количеством рабочих осей в том, что они позволяют выполнять множество операций, не переставляя заготовку. Используя эти станки с ЧПУ, можно произвести значительную часть обработки в автоматическом режиме.
 д. Выполнение таких элементов на 5-ти координатном фрезерном станке с ЧПУ довольно простое.
д. Выполнение таких элементов на 5-ти координатном фрезерном станке с ЧПУ довольно простое.Многокоординатные фрезерные станки по металлу с ЧПУ получили значительное распространение благодаря своей эффективности.
Координатно-фрезерный станок обладает значительно большей жесткостью, но сложные требования к конструкции приводят к появлению ограничений по массе и размеров заготовки. Поэтому их сфера использования ограничена, они применяются для небольших и средних деталей сложной формы. В ряде случаев для производства простых деталей более выгодно купить простые станки — с меньшим функционалом, но и меньшей ценой. Поэтому перед тем, как купить станок, следует тщательно проанализировать варианты технологического процесса и выбрать оптимальное решение по цене.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
4-х-координатные фрезерные станки
-
Дополнительные статьи:
- ОБЗОР ОБРАБАТЫВАЮЩИХ ЦЕНТРОВ СОБСТВЕННОГО ПРОИЗВОДСТВА
- КРИТЕРИИ ВЫБОРА ФРЕЗЕРНОГО ОБОРУДОВАНИЯ
- СРЕДНИЕ ФРЕЗЕРНЫЕ СТАНКИ
- ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ
Фрезерные станки с числовым программным управлением выполняют обработку металлических деталей при помощи фрез преимущественно концевого и торцевого типа. Эти станки позволяют обрабатывать плоские и пространственные поверхности, в том числе весьма сложной формы. Жесткая конструкция обеспечивает высокую точность движению инструмента, а обширные технологические возможности — способность выполнить всю фрезерную обработку детали на одном станке. 4-х-координатный фрезерный станок является одним из наиболее продвинутых и универсальных станков фрезерной группы. На рабочий стол станка устанавливается дополнительное поворотное устройство, угол поворота которого задается и контролируется от ЧПУ. На нем обрабатываются следующие детали:
Эти станки позволяют обрабатывать плоские и пространственные поверхности, в том числе весьма сложной формы. Жесткая конструкция обеспечивает высокую точность движению инструмента, а обширные технологические возможности — способность выполнить всю фрезерную обработку детали на одном станке. 4-х-координатный фрезерный станок является одним из наиболее продвинутых и универсальных станков фрезерной группы. На рабочий стол станка устанавливается дополнительное поворотное устройство, угол поворота которого задается и контролируется от ЧПУ. На нем обрабатываются следующие детали:
- шнеки
- валы;
- диски;
- штампы;
- пресс-формы;
- кулачки;
- лопасти и т. д.
Помимо фрезерования с высокой точностью, на таких станках можно выполнить следующие операции:
- сверление;
- растачивание;
- подрезка торцов;
-
нарезание резьбы.
При необходимости использования всей рабочей поверхности основного рабочего стола поворотный стол может быть временно снят.
Основная сфера использования станков этого вида — единичное, мелкосерийное и среднесерийное производство. Многокоординатные станки лучше всего показывают себя при изготовлении сложных деталей, с которыми плохо справляются обычные вертикальные и горизонтальные станки. Однако для больших партий деталей простой конструкции выгоднее использовать фрезерные станки с меньшим количеством координат. Также размер и масса обрабатываемых деталей на этих станках имеют ограничения.
Особенности 4-х-координатных фрезерных станков
4-х-координатные фрезерные станки снабжаются высокоуровневыми системами ЧПУ, которые позволяют использовать возможности оборудования в полной мере. На этих ЧПУ можно выполнять линейную, винтовую и круговую интерполяцию.
Если от станков требуется особо высокая точность, то на них устанавливают замкнутую систему управления и высокоточную измерительную линейку. Во фрезерных станках 4D шпиндель с инструментом имеет возможность движения по осям X, Y, Z, а стол — вращения вокруг своей горизонтальной оси. Система ЧПУ позволяет поворачивать эту ось под любым требуемым углом, отдельно или одновременно с перемещением основных осей станка. Шпиндель 4-х-координатных станков вращается с высокой скоростью, он совершает до 12 тысяч оборотов в минуту. Такая высокая скорость вращения позволяет обрабатывать алюминиевые детали. Также эти станки нуждаются в инструменте самого высокого качества. Большое значение приобретает сбалансированность инструмента. Если инструмент плохо сбалансирован, то качество обработки может значительно снизится и увеличится износ элементов шпинделя.
Во фрезерных станках 4D шпиндель с инструментом имеет возможность движения по осям X, Y, Z, а стол — вращения вокруг своей горизонтальной оси. Система ЧПУ позволяет поворачивать эту ось под любым требуемым углом, отдельно или одновременно с перемещением основных осей станка. Шпиндель 4-х-координатных станков вращается с высокой скоростью, он совершает до 12 тысяч оборотов в минуту. Такая высокая скорость вращения позволяет обрабатывать алюминиевые детали. Также эти станки нуждаются в инструменте самого высокого качества. Большое значение приобретает сбалансированность инструмента. Если инструмент плохо сбалансирован, то качество обработки может значительно снизится и увеличится износ элементов шпинделя.
Конструкция фрезерных станков 4D
Фрезерный станок с четырьмя осями имеет стандартную компоновку. Справа от рабочей зоны располагается пульт управления ЧПУ. Рабочая зона имеет двери с прозрачными окнами, а узлы станка скрыты корпусом из тонкого листового металла. Станки 4D имеют жесткую и массивную станину из чугуна, на которой своим основанием закреплена колонна. Она представляет собой устойчивый корпус, отличающийся амортизацией колебаний, возникающих в процессе работы. На колонне находятся направляющие скольжения, которые имеют тефлоновое покрытие. Их конструкция обеспечивает устойчивость и амортизацию вибрации.
Справа от рабочей зоны располагается пульт управления ЧПУ. Рабочая зона имеет двери с прозрачными окнами, а узлы станка скрыты корпусом из тонкого листового металла. Станки 4D имеют жесткую и массивную станину из чугуна, на которой своим основанием закреплена колонна. Она представляет собой устойчивый корпус, отличающийся амортизацией колебаний, возникающих в процессе работы. На колонне находятся направляющие скольжения, которые имеют тефлоновое покрытие. Их конструкция обеспечивает устойчивость и амортизацию вибрации.
Рабочий стол 4-х-координатной фрезерной установки также изготовлены из чугуна. В результате этого получаются весьма прочные детали, с высокой жесткостью и стойкостью к истиранию. Направляющие обеспечивают устойчивость стола при обработке тяжелых или габаритных заготовок. Направляющие качения и высокоточные ШВП обеспечивают минимальный люфт. В поворотном стол используется редукция с червячной передачей. Точность позиционирования проверяется при помощи лазерного интерферометра.
Смазка всех направляющих и большинства движущихся узлов производится центральной смазочной системой, которая работает автоматически. Смазка элементов поворотного стола осуществляется окунанием в масло при вращении.
Строение шпиндельного узла 4-х-координатных фрезерных станков
Шпиндельная бабка располагается на колонне и передвигается по оси Z по двум вертикальным направляющим. Внутри шпинельной бабки располагается шпиндель, который вращается двигателем Siemens. Передачу движения между шпинделем и двигателем производит зубчатый ремень. Фрезерные станки 4D снабжают датчиками, преимущественно фотоэлектрической конструкции, которые позволяют ЧПУ определить осей, чтобы обеспечить точное позиционирование режущей кромки инструмента относительно детали, для осуществления фрезерования, нарезания резьбы или выполнения других действий.
Шпиндельная бабка в станках 4D имеет сложную конструкцию и, как следствие, значительный вес и наклоняет колонну вперед. Поэтому для компенсации повышенной нагрузки на узлы станка используется противовес. Он уравновешивает шпиндельную бабку и снижает нагрузку на привод оси Z. В классической версии противовес соединяется со шпиндельной бабкой цепями и роликами. Он снабжен двумя направляющими, которые необходимы для устойчивости во время движения. В современных станках все чаще устанавливаются азотные цилиндры, при помощи давления газа компенсирующие вес шпиндельной бабки. Использование азотных цилиндров уменьшает вибрации при реверсе направления движения по вертикальной оси и позволяет увеличить скорости перемещения. В шпинделе установлены высокоточные радиально-упорные подшипники, которые предназначены для работы на высоких скоростях. Они хорошо воспринимают осевые и радиальные нагрузки. Шпиндель 4-х координатного станка работает следующим образом в зависимости от оборотов:
Поэтому для компенсации повышенной нагрузки на узлы станка используется противовес. Он уравновешивает шпиндельную бабку и снижает нагрузку на привод оси Z. В классической версии противовес соединяется со шпиндельной бабкой цепями и роликами. Он снабжен двумя направляющими, которые необходимы для устойчивости во время движения. В современных станках все чаще устанавливаются азотные цилиндры, при помощи давления газа компенсирующие вес шпиндельной бабки. Использование азотных цилиндров уменьшает вибрации при реверсе направления движения по вертикальной оси и позволяет увеличить скорости перемещения. В шпинделе установлены высокоточные радиально-упорные подшипники, которые предназначены для работы на высоких скоростях. Они хорошо воспринимают осевые и радиальные нагрузки. Шпиндель 4-х координатного станка работает следующим образом в зависимости от оборотов:
-
от 60 до 12000 об/мин в течение длительного времени. Отвод тепла осуществляется принудительным прокачиванием масла через рубашку шпинделя.

Все фрезерные станки в нашем каталоге могут быть опционально доукомплектованы опцией «поворотная ось». По всем вопросам можно обратиться к нашим менеджерам по телефонам 8 (4822) 620-620.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
см | КЕЙЕНС Америка
Серия XM представляет собой портативную координатно-измерительную машину (КИМ), которая позволяет любому пользователю легко измерять элементы 3D/GD&T. Система портативна и готова к работе в цеху, поэтому измерения можно проводить в любом месте. Устройство также автоматически записывает данные измерений и создает подробные отчеты об инспекциях. На изображениях представлена наша новейшая модель XM-5000, которая обеспечивает высокоточные измерения как для деталей размером с ладонь, так и для крупных приложений.
Система портативна и готова к работе в цеху, поэтому измерения можно проводить в любом месте. Устройство также автоматически записывает данные измерений и создает подробные отчеты об инспекциях. На изображениях представлена наша новейшая модель XM-5000, которая обеспечивает высокоточные измерения как для деталей размером с ладонь, так и для крупных приложений.
Каталоги Цена
Особенности
Высокоточное трехмерное измерение с помощью ручного датчика
К мишеням можно приближаться под любым углом, что обеспечивает интуитивное измерение. Результаты измерений, отображаемые на мониторе, просты для понимания и содержат изображения.
Измерение большой площади с максимальным размером измерения 2 м (6,6 фута)
Пространство измерения в 66 раз больше, чем у обычных моделей. Все, от деталей размером с ладонь до крупных деталей, можно измерить.
Все, от деталей размером с ладонь до крупных деталей, можно измерить.
Диапазон измерения в горизонтальном направлении
Диапазон измерения в вертикальном направлении
Координатно-измерительная машина серии WM — это новая портативная КИМ, предназначенная для точных трехмерных и геометрических измерений на большой площади 15 м (49 футов). Подобно серии XM, устройство является портативным и готовым к работе в цеху, поэтому измерения можно проводить в любом месте, в том числе на станке. Устройство также автоматически записывает данные измерений и создает подробные отчеты об инспекциях. На изображении показана наша последняя модель WM-3000, в которой используется беспроводной ручной датчик с визуальными указаниями на экране, что позволяет одному оператору легко проверять детали сложных размеров или, как правило, требует нескольких инспекторов из-за размера детали.
Каталоги Цена
Особенности
Решение проблем измерения крупных деталей
Большие детали, которые трудно измерить
- Ограниченная область измерения
- Проверка в одиночку затруднена
- Высокие затраты на обслуживание
Простое крупномасштабное измерение
- Широкий диапазон измерений
- Простой в использовании
- Нет стоимости владения
Новая концепция в координатной метрологии
Высокая точность Прецизионные измерения на большой площади
Максимальная дальность измерения 15 м 49,2′
Легко использовать Просто коснитесь детали зондом
Беспроводной датчик не ограничивает движения.
Портативный Измеряйте где угодно
Серия WM поставляется со специальным мобильным футляром.
Координатно-измерительная машина (КИМ) представляет собой измерительное устройство, которое измеряет геометрию объектов путем установления дискретных точек на физической поверхности с помощью контактного щупа. Станок укажет положение датчика с точки зрения смещения от исходной точки в трехмерной системе координат (оси XYZ). КИМ может измерять важные 3D-размеры с высокой точностью, записывать измеренные данные и получать сложные функции GD&T. В бесконтактных моделях используются другие методы, такие как камеры и лазеры.
Детали координатно-измерительной машины (КИМ)
Как правило, большинство КИМ мостового или портального типа, как показано на схеме. Сферическая контактная точка, прикрепленная к наконечнику зонда, прикладывается к объекту на столике, а значения координат в трех измерениях (X, Y, Z) задаются и измеряются.
Он в основном используется для трехмерного измерения штампов, таких как автомобильные детали и различные механические детали, трехмерных объектов, таких как прототипы, и измерения отличий от чертежей.
A: Подвижный мост, B: Триггерный датчик, C: Сцена, D: Контроллер
Координатно-измерительные машины (КИМ) имеют возможности трехмерных измерений (направления X, Y и Z), в отличие от ручных инструментов, таких как микрометры, штангенциркули или штангенциркули, которые ограничены измерениями только в одном направлении в время.
КИМ точно отслеживают наконечник зонда в трехмерном пространстве и создают объемные измерения путем построения формы с помощью точек, взятых при контакте с измеряемой деталью. Можно взять еще большее количество точек на большей площади детали, чтобы отобразить поверхность и сравнить с данными САПР для проверки формы, формы и коробления.
Важным преимуществом координатно-измерительных машин (КИМ) является то, что они могут измерять детали, которые трудно измерить с помощью других измерительных машин, с высокой степенью точности.
Еще одна особенность, связанная с характером системы измерения ЧПУ, — это возможность измерения трехмерных координат определенной точки (отверстия и т. д.) от виртуального начала координат с помощью ручного инструмента, такого как штангенциркуль или микрометр. . Кроме того, измерение с использованием виртуальных точек и виртуальных линий и геометрических допусков затруднено с помощью других измерительных машин, но может быть измерено с помощью 3D-КИМ.
Координатно-измерительные машины (КИМ) — это автоматизированные средства контроля. Квалифицированные программисты создают процедуру или программу измерения, измеряя любые необходимые 3D-размеры или размеры GD&T на детали.
После того, как программа зарегистрирована и исходная точка установлена через систему координат, детали могут быть закреплены на месте, и операторы могут запустить автоматизированную процедуру измерения на координатно-измерительной машине. Несмотря на то, что на создание программы затрачивается значительное количество времени, фактическая проверка детали может выполняться автоматически.
Поместите мишень измерения в метрологическую лабораторию не менее чем за 5 часов до измерения, чтобы дать мишени приспособиться к комнатной температуре (обычно 68°F). Это предотвратит ошибки измерения и расхождения из-за теплового расширения.
Выполняйте измерения, направляя датчик в нужное место измерения вручную или с помощью управляющего ПК. КИМ запишет координаты X, Y, Z местоположения зонда. По мере того как точки продолжают сниматься, системное программное обеспечение будет рассчитывать заданные размеры, такие как диаметры, длины, углы и другие важные размеры.
Калибровка щупа (калибровка датчика)
Калибровка щупа (наконечника щупа), который соприкасается с объектом, должна быть выполнена для точного начала измерения по двум причинам. Первый заключается в распознавании сферических координат центра стилуса. Во-вторых, установить диаметр сферы стилуса. Установив диаметр, можно рассчитать путем смещения радиуса от точки, фактически касающейся (вне сферы) до координат центра сферы.
Для калибровки обычно используется сфера с известной сферичностью, известная как эталонная сфера.
Меры предосторожности при обращении
Хотя некоторые модели могут выполнять измерения порядка 0,1 мкм, правильное использование и управление жизненно важны для точности измерений.
Убедитесь, что движущиеся части перемещаются горизонтально и вертикально во время использования. Кроме того, используйте эталон измерения или аналогичный объект для проверки наличия ошибок индикации.
Для выполнения точных измерений крайне важно, чтобы температура мишени соответствовала комнатной температуре в метрологической лаборатории. В качестве альтернативы параметры измерения должны быть установлены с учетом любой разницы температур.
Для сенсорных щупов важно обеспечить контакт щупа с целью с постоянной скоростью во время измерения.
Техническое обслуживание и калибровка
Обычные КИМ требуют регулярного технического обслуживания и проверки для непрерывного выполнения высокоточных измерений. Особенно в случае КИМ мостового типа с механическим приводом и скользящими частями необходимо регулярно заменять изношенные детали, смазывать и очищать систему для оптимальной работы.
Особенно в случае КИМ мостового типа с механическим приводом и скользящими частями необходимо регулярно заменять изношенные детали, смазывать и очищать систему для оптимальной работы.
Обучение операторов координатно-измерительной машины (КИМ)
Аккуратное обращение с координатно-измерительными машинами обычно требует продвинутых навыков оператора. Как правило, программисты КИМ являются высококвалифицированными специалистами в области метрологии.
Программисты КИМ требуются не только для надлежащей проверки, КИМ может быть повреждена, что приведет к высоким затратам на ремонт, если она не используется должным образом. По этой причине необходимы штатные инспекторы, а необходимая подготовка является необходимым условием для работы.
Аэрокосмическая и оборонная промышленность
См. тематические исследования и информационные документы аэрокосмических и оборонных компаний. Встроенное в систему программное обеспечение SPC автоматически собирает данные и создает подробные отчеты об инспекциях, чтобы соответствовать требованиям AS9100. Примеры применения включают прецизионно обработанные компоненты, отливки, формованные детали и сборки.
Встроенное в систему программное обеспечение SPC автоматически собирает данные и создает подробные отчеты об инспекциях, чтобы соответствовать требованиям AS9100. Примеры применения включают прецизионно обработанные компоненты, отливки, формованные детали и сборки.
Подробнее
Механические мастерские
См. тематические исследования и информационные документы малых и средних механических мастерских или ремонтных мастерских. Будь то высокоточные компоненты, требующие точности координатно-измерительной машины (КИМ), или предоставление инспекторам и механикам возможности быстро проверять детали в цеху, серия XM является подходящим инструментом для работы. Примеры приложений включают прецизионно обработанные компоненты.
Подробнее
Входной контроль
См. литературу, в которой рассматриваются способы повышения эффективности контроля и более быстрого завершения входного контроля. Примеры включают предотвращение узких мест на координатно-измерительной машине (КИМ) за счет быстрой проверки деталей кем угодно и где угодно на объекте.
Подробнее
Координатно-измерительные машины (КИМ) представляют собой сложные контрольно-измерительные приборы с множеством движущихся частей, чувствительных к температуре и влажности компонентов и различных хрупких предметов. Это создает суровые производственные условия, в которых существует гораздо более высокая вероятность дорогостоящего повреждения или неоптимальных условий измерения, ведущих к неточностям во время проверки. Лаборатории качества спроектированы так, чтобы быть безопасными зонами, экологически регулируемыми и обеспечивают благоприятные условия для надлежащего контроля.
Портативная координатно-измерительная машина KEYENCE серии XM представляет собой портативную координатно-измерительную машину (КИМ) для цеха, предназначенную для того, чтобы любой пользователь мог легко и точно измерять 3D-и GDT-элементы в любом месте. После измерения детали система автоматически записывает данные и создает отчет о проверке.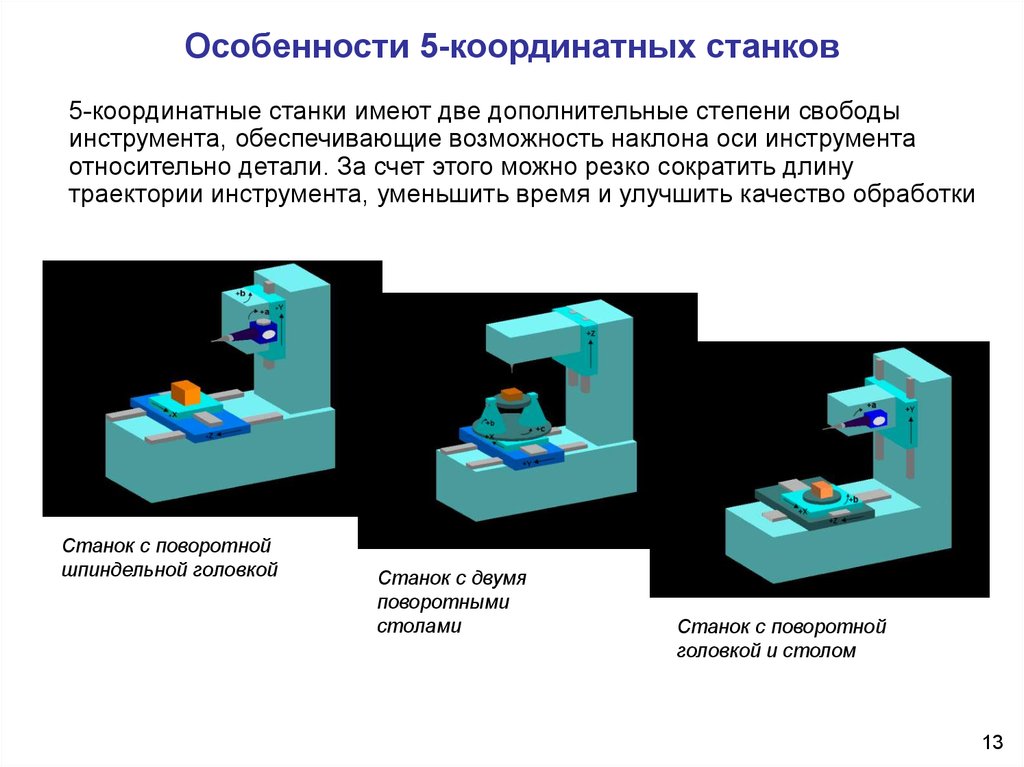 Наше последнее устройство позволяет сравнивать CAD и экспортировать 3D CAD. По сравнению с традиционной координатно-измерительной машиной (КИМ) компании отмечают значительное сокращение времени проверки и увеличение пропускной способности благодаря проверкам в цеху кем угодно, а также помогают устранить любые отставания в работе координатно-измерительной машины (КИМ).
Наше последнее устройство позволяет сравнивать CAD и экспортировать 3D CAD. По сравнению с традиционной координатно-измерительной машиной (КИМ) компании отмечают значительное сокращение времени проверки и увеличение пропускной способности благодаря проверкам в цеху кем угодно, а также помогают устранить любые отставания в работе координатно-измерительной машины (КИМ).
Стилус/наконечник зонда
Щуп контактного типа КИМ обычно имеет сферический диаметр. На наконечнике зонда часто используются твердые материалы, наиболее распространенными из которых являются рубин и диоксид циркония.
В дополнение к сферической форме можно использовать иглы с острым концом.
Гранитный стол
Для обеспечения высокой точности измерения поверхность координатно-измерительной машины часто представляет собой каменную пластину. Поверхность каменной плиты имеет очень небольшое изменение формы с течением времени и ее нелегко поцарапать, поэтому ее преимущество заключается в том, что ее можно стабильно использовать в течение длительного времени.
Светильники
Одним из наиболее важных инструментов для использования координатно-измерительной машины являются приспособления для фиксации цели измерения на месте.
Цель измерения фиксирована, потому что она не перемещается во время работы КИМ, потому что движение детали приведет к ошибкам. Обычно используются такие инструменты, как крепежные пластины, зажимы и магниты.
Воздушные компрессоры и осушители
Для координатно-измерительных машин с механическим приводом требуется воздушный компрессор с осушителем. Это можно найти в стандартных КИМ мостового или портального типа.
Программное обеспечение
Существует примерно два типа программного обеспечения для координатно-измерительных машин.
Во-первых, это программное обеспечение для наших собственных измерительных машин, которое мы независимо разработали для каждого производителя измерительных машин.
Второй — это программное обеспечение, разработанное сторонней организацией, которое может использоваться с измерительными приборами различных производителей.
обычно имеют систему координат устройства, которая задается в объекте.
Система координат устройства определяется устройством, например, направление оси, которая движется в поперечном направлении, является осью X, а направление, перпендикулярное поверхности предметного столика, является осью Z. Поэтому, в зависимости от ориентации измеряемого объекта, она может отличаться от базовой плоскости или базовой линии самого объекта. Поскольку физически разместить это в координатах станка сложно и неточно, рабочая система координат устанавливается в соответствии с базовой плоскостью или базовой линией объекта.
Таким образом, выравнивание ориентации заготовки с ориентацией опорных координат называется выравниванием.
Для установки рабочей системы координат требуется три элемента информации.
Первая — это плоскость, которая является базовой плоскостью, а направление, перпендикулярное этой плоскости, — это ось Z.![]()
Вторая линия — это опорная линия, которая обычно является осью X, а вертикальное направление — осью Y. Прямая линия может быть измерена непосредственно от объекта, или это может быть прямая линия, соединяющая две разные точки (например, два отверстия) с виртуальной линией.
Третий момент – происхождение. Это начало координат является нулевой точкой каждого значения координат X, Y и Z. Также можно указать конкретную точку (например, центр определенного отверстия) в качестве начала или виртуальную точку (точку пересечения). где пересекаются две прямые.
Как правило, пользователь выбирает цель измерения, называемую «элементом», например плоскость, через меню программного обеспечения и начинает измерение. В случае координатно-измерительной машины контактного типа кончик щупа соприкасается с измеряемым объектом и берется точка измерения. Элемент измеряется путем измерения минимального количества точек измерения, указанных для каждого элемента. Если количество точек измерения дополнительно увеличивается, оно часто рассчитывается по методу наименьших квадратов.
Если количество точек измерения дополнительно увеличивается, оно часто рассчитывается по методу наименьших квадратов.
Помимо плоскостей, элементами измерения являются линии, точки, окружности, цилиндры, конусы и сферы.
Размеры и трехмерные формы измеряются путем расчета расстояний и углов между измеряемыми элементами.
Некоторые элементы имеют трехмерные формы, такие как цилиндры и конусы, но некоторые элементы не имеют трехмерных форм, например линии и круги. Эти элементы обычно проецируются на плоскость (перемещаются перпендикулярно направлению плоскости), чтобы их можно было правильно измерить. Проецируемая плоскость называется базовой плоскостью или плоскостью проекции.
Координатно-измерительные машины также могут измерять с использованием виртуальных линий и точек.
Используются различные примеры виртуальных элементов, такие как пересечения между прямыми линиями, допуски между плоскостями, пересечения между плоскостями и окружности между конусами и плоскостями.
Можно сказать, что измерения с использованием этих виртуальных элементов, которые трудно измерить с помощью ручных инструментов, таких как штангенциркуль, являются уникальными для трехмерных измерений.
Для правильной установки и измерения требуются специальные знания и навыки.
Требуется поддерживать соответствующую температуру в помещении для измерений и стабилизировать температуру объекта.
Поскольку необходимо выполнять калибровку каждый раз при изменении различных настроек и углов зонда, поддерживать частую смену продукта непросто.
Поскольку требуется помещение для измерений, трудно выполнять частые измерения при обработке объекта.
Для установки требуется большое пространство и строительство экологически контролируемой лаборатории качества, что очень дорого.
Расходы на техническое обслуживание измерительной среды и измерительного оборудования могут быть бременем.
Программирование КИМ требует значительного времени по нескольким причинам. Требуемое время для отправки детали в лабораторию качества, получение соответствующей температуры для детали, фиксация, калибровка каждого наконечника зонда и время, необходимое для завершения измерения.
Серия XM от KEYENCE — это координатно-измерительная машина нового типа, которая преодолевает обычные препятствия для КИМ. Это портативная настольная КИМ, которая позволяет любому оператору легко измерять параметры 3D/GD&T. Устройство также не требует контролируемой среды и может использоваться в цеху. Узнайте больше об этой КИМ нового поколения!
Представляем лазерный трекер KEYENCE со специальным беспроводным датчиком, который устраняет ограничения движения при измерении крупных объектов. Измерения также можно выполнять практически в любом месте без необходимости доставлять мишени в метрологическую лабораторию, что помогает сократить время, затрачиваемое на измерение, и повысить производительность. Кроме того, воспроизводимость чрезвычайно высока — в диапазоне микрометров, что устраняет различия в результатах измерений для деталей сложной формы, требующих высокой точности, включая лопатки турбины.
Кроме того, воспроизводимость чрезвычайно высока — в диапазоне микрометров, что устраняет различия в результатах измерений для деталей сложной формы, требующих высокой точности, включая лопатки турбины.
Подробнее
- Оптические КИМ (VMM)
- Координатно-измерительная машина большой площади (КИМ)
Что такое КИМ | Типы координатно-измерительных машин
- 1 Что такое КИМ?
- 2 Какие существуют типы КИМ?
- 2.1 Мостовая КИМ
- 2.1.1 Плюсы мостовых КИМ
- 2.1.2 Минусы мостовых КИМ
- 2.2 Портальные КИМ
- 2.2.1 Плюсы портальных КИМ
2 - Минусы портальных КИМ 2.2.
- 2.1 Мостовая КИМ
- 2.3 Консольные КИМ
- 2.3.1 Плюсы консольных КИМ
- 2.3.2 Минусы консольных КИМ
- 2.3.3 КИМ с горизонтальной рукой
- 2.3.4 Плюсы КИМ с горизонтальной рукой
- 5 Минусы
- 2 КИМ с горизонтальной рукой
- 2. 4 Портативная измерительная рука КИМ
- 2.4.1 Плюсы измерительной руки КИМ
- 2.4.2 Недостатки измерительной руки КИМ
- 2.5 Оптическая КИМ
- 2.5
- 2,5 .2 Минусы оптических КИМ
 4 Портативная измерительная рука КИМ
4 Портативная измерительная рука КИМ- 3.1 Откройте для себя наш автоматизированный контроль качества для оптимальных измерений
Что такое КИМ?
Координатно-измерительная машина, также известная как КИМ, представляет собой часть оборудования, которое измеряет геометрию физических объектов. КИМ используют систему зондирования для обнаружения дискретных точек на поверхности объектов.
Самая первая КИМ появилась в начале 60-х годов. Первоначально разработанная компанией Ferranti в Шотландии в 50-х годах, эта 2-осевая КИМ использовала устройство трехмерного отслеживания с простым цифровым считыванием, которое отображало координаты XYZ. Компания Ferranti использовала свою КИМ для измерения прецизионных компонентов своей продукции военного назначения. Трехосные модели были разработаны в конце 60-х годов.
Трехосные модели были разработаны в конце 60-х годов.
КИМ чаще всего используются для проверки детали или сборки, чтобы определить, соответствует ли она первоначальному проектному замыслу. КИМ интегрируются в рабочие процессы обеспечения качества или контроля качества для проверки размеров производимых компонентов для предотвращения или устранения проблем с качеством.
Преимущества использования КИМ по сравнению с ручными проверками или проверками, выполняемыми с помощью обычных метрологических инструментов, таких как микрометры и штангенрейсмасы, заключаются в следующем: точность, скорость и уменьшение человеческих ошибок.
Существует несколько различных типов КИМ. Как правило, КИМ классифицируют в зависимости от их структуры. У каждой структуры есть свои плюсы и минусы. Рассмотрим более подробно различные типы КИМ.
Какие существуют типы КИМ?
Мостовой КИМ
Мостовой КИМ оснащен измерительной системой, которая перемещается по трем осям: X, Y и Z; эти оси ортогональны друг другу в декартовой системе координат. На каждой оси есть датчик, который отслеживает положение зонда (в микрометрах) при его перемещении вдоль объекта и обнаружении точек на поверхности объекта. Эти точки образуют так называемое облако точек, которое «иллюстрирует» область поверхности, которую пользователи заинтересованы в проверке. Мостовые КИМ можно разделить на два подтипа КИМ: КИМ с подвижным столом и КИМ с подвижным мостом.
На каждой оси есть датчик, который отслеживает положение зонда (в микрометрах) при его перемещении вдоль объекта и обнаружении точек на поверхности объекта. Эти точки образуют так называемое облако точек, которое «иллюстрирует» область поверхности, которую пользователи заинтересованы в проверке. Мостовые КИМ можно разделить на два подтипа КИМ: КИМ с подвижным столом и КИМ с подвижным мостом.
Плюсы мостовых КИМ
- Один из самых точных типов КИМ
- Идеально подходит для измерения механически обработанных деталей с высокими допусками
- Идеально подходит для деталей малого и среднего размера
- Включено для мультисенсорных измерений, таких как зондирование и сканирование
Недостатки мостовых КИМ
- Могут быть дорогими
- Иметь фиксированный объем измерения
- Отсутствие портативности; вам нужно доставить деталь в систему или использовать механизмы для ее перемещения
- Чувствителен к вибрациям и должен использоваться в метрологической лаборатории
- Требовать жестких настроек для каждой проверяемой детали
- Комплекс по эксплуатации и требует квалифицированных рабочих для программирования устройства
Портальные КИМ
Портальные КИМ чем-то похожи на мостовые КИМ; однако они обычно намного больше. Поскольку они предназначены для устранения необходимости поднимать деталь на стол и обеспечивают такой же уровень точности, что и мостовые КИМ, портальные КИМ регулярно используются для очень тяжелых или крупных деталей. Портальные КИМ должны монтироваться на прочном основании, непосредственно на полу.
Поскольку они предназначены для устранения необходимости поднимать деталь на стол и обеспечивают такой же уровень точности, что и мостовые КИМ, портальные КИМ регулярно используются для очень тяжелых или крупных деталей. Портальные КИМ должны монтироваться на прочном основании, непосредственно на полу.
Преимущества портальных КИМ
- Высокая точность
- Большой объем измерения, облегчающий проверку крупных/тяжелых деталей
- Легче загружать и выгружать компоненты, чем мостовая КИМ
Недостатки портальных КИМ
- Могут быть дорогими
- Иметь фиксированный объем измерения
- Отсутствие портативности; вам необходимо доставить деталь в систему или выполнить значительную сборку/разборку для перемещения КИМ
- Занимает много места
- Чувствителен к вибрациям и должен использоваться в метрологической лаборатории
- Требовать жестких настроек для каждой проверяемой детали
- Комплекс по эксплуатации и требует квалифицированных рабочих для программирования устройства
Консольная КИМ
Консольная КИМ отличается от мостовой КИМ тем, что измерительная головка прикреплена только к одной стороне жесткого основания. Консольные КИМ обеспечивают открытый доступ для специалистов по контролю со всех трех сторон для простоты эксплуатации
Консольные КИМ обеспечивают открытый доступ для специалистов по контролю со всех трех сторон для простоты эксплуатации
Преимущества консольных КИМ
- Высокая точность
- Подходит для мелких деталей
- Доступ с трех сторон облегчает ручную или автоматическую загрузку и выгрузку компонентов
Недостатки консольных КИМ
- Могут быть дорогими
- Иметь фиксированный объем измерения
- Отсутствие портативности; нужно довести деталь до системы
- Чувствителен к вибрациям и должен использоваться в метрологической лаборатории
- Требовать жестких настроек для каждой проверяемой детали
- Комплекс по эксплуатации и требует квалифицированных рабочих для программирования устройства
КИМ с горизонтальной консолью
КИМ с горизонтальной консолью, как следует из их названия, имеют датчики, установленные горизонтально, в отличие от датчиков, установленных вертикально, как в других КИМ. Они предназначены для измерения длинных и тонких объектов, которые невозможно проверить с помощью вертикальных КИМ, таких как листовой металл. КИМ с горизонтальной консолью также часто используются для контроля геометрии, доступ к которой затруднен. Существует два типа КИМ с горизонтальной консолью: на плите и на платформе.
Они предназначены для измерения длинных и тонких объектов, которые невозможно проверить с помощью вертикальных КИМ, таких как листовой металл. КИМ с горизонтальной консолью также часто используются для контроля геометрии, доступ к которой затруднен. Существует два типа КИМ с горизонтальной консолью: на плите и на платформе.
Преимущества КИМ с горизонтальной консолью
- Большой объем измерения (длинные и тонкие детали)
- Подходит для деталей, требующих низких допусков
- Не требует значительной системы фундамента
- Быстрая и простая установка
- Меньшая площадь основания
- Требуется меньшая высота потолка, чем у других типов КИМ
- Экономичный
Недостатки КИМ с горизонтальной консолью
- Менее точные, чем другие КИМ
- Иметь фиксированный объем измерения
- Отсутствие портативности; нужно довести деталь до системы
- Чувствителен к вибрациям и должен использоваться в метрологической лаборатории
- Требовать жестких настроек для каждой проверяемой детали
- Комплекс по эксплуатации и требует квалифицированных рабочих для программирования устройства
Портативный измерительный манипулятор КИМ
Портативный измерительный манипулятор КИМ представляют собой координатно-измерительные машины, которые могут измерять детали прямо в цеху, обеспечивая быстрые результаты и анализ в режиме реального времени. В отличие от инспекторов, доставляющих компоненты в лабораторию для измерения, технические специалисты используют шарнирную руку с шести- или семиосевой системой для измерения компонентов там, где это необходимо; это особенно полезно для анализа деталей, еще интегрированных в их крепления или сборки. Портативные измерительные руки.
В отличие от инспекторов, доставляющих компоненты в лабораторию для измерения, технические специалисты используют шарнирную руку с шести- или семиосевой системой для измерения компонентов там, где это необходимо; это особенно полезно для анализа деталей, еще интегрированных в их крепления или сборки. Портативные измерительные руки.
Преимущества КИМ с измерительной рукой
- Портативный и легкий: КИМ можно поднести к детали
- Расширяемый измерительный объем (чехарда)
- Включено для мультисенсорных измерений, таких как зондирование и сканирование
- Относительно недорогой
- Простота в эксплуатации (не требует программирования)
Недостатки КИМ с измерительной рукой
- Менее точные, чем другие типы КИМ
- Чувствителен к вибрациям окружающей среды
- Требуются жесткие установки
Оптическая КИМ
Оптические КИМ представляют собой портативные бесконтактные устройства. В этих КИМ используется безрукавная система с методами оптической триангуляции для сканирования и получения трехмерных измерений объектов. Благодаря сложной технологии обработки изображений оптические КИМ работают сверхбыстро и гарантируют точность метрологического класса. Оптические сканеры КИМ особенно благоприятны для производства в рамках Индустрии 4.0.
В этих КИМ используется безрукавная система с методами оптической триангуляции для сканирования и получения трехмерных измерений объектов. Благодаря сложной технологии обработки изображений оптические КИМ работают сверхбыстро и гарантируют точность метрологического класса. Оптические сканеры КИМ особенно благоприятны для производства в рамках Индустрии 4.0.
Хотя оптические КИМ имеют несколько более низкий уровень точности, они, тем не менее, точны для широкого спектра применений. Фактически, оптические КИМ используются вместе с традиционными КИМ, чтобы устранить узкие места в производстве. Поэтому детали, требующие критического уровня точности, контролируются с помощью обычной КИМ. Все остальные компоненты можно оценить с помощью более экономичной оптической КИМ, которая обеспечивает удовлетворительную точность, а также портативность, гибкость и скорость.
Преимущества оптических КИМ
- Портативный и легкий: вы можете поднести КИМ к детали
- Расширяемый измерительный объем (чехарда)
- Включено для мультисенсорных измерений, таких как зондирование и сканирование
- Очень быстрое время сбора данных
- Относительно недорогой
- Простота в эксплуатации (не требует программирования)
- Жесткие установки не требуются
Недостатки оптических КИМ
- Несколько менее точные, чем обычные КИМ, в зависимости от области применения
Почему мы все время говорим о скорости КИМ?
Сегодняшние производители вынуждены увеличивать производительность, предлагать своевременные графики поставок и ускорять выход на рынок — и все это при значительном снижении затрат до минимума. Когда на КИМ возникают узкие места, процедуры контроля увеличивают продолжительность цикла и, в конечном счете, увеличивают затраты на качество, не добавляющие ценности. Поэтому скорость и эффективность КИМ имеют решающее значение.
Когда на КИМ возникают узкие места, процедуры контроля увеличивают продолжительность цикла и, в конечном счете, увеличивают затраты на качество, не добавляющие ценности. Поэтому скорость и эффективность КИМ имеют решающее значение.
Как упоминалось ранее, заторы на КИМ часто возникают из-за огромного объема работы, которую должен выполнять ограниченный круг квалифицированных метрологов. Время программирования КИМ также значительно удлиняет проверки, поскольку КИМ необходимо настроить для каждого типа оцениваемого компонента или узла.
Обычные КИМ, оснащенные датчиками КИМ, работают медленно и не подходят для эффективного измерения сложных форм. Другие КИМ с датчиками КИМ, как правило, ускоряют процессы контроля; тем не менее, ими по-прежнему должны управлять специалисты.
Поэтому производители все чаще ищут технологии контроля, такие как инновационные оптические КИМ, которые могут идти в ногу с головокружительными темпами, необходимыми в сложных производственных условиях и со строгими стандартами обеспечения качества и контроля качества.