Арматурные работы: описания, этапы, журнал и СНиП
Под арматурными работами подразумевают комплекс мероприятий, состоящих из: изготовления, укладки в форму или установки на место проведения бетонных работ деталей арматуры и изделий. Технология арматурных работ включает в себя три этапа:
- подготовительные мероприятия;
- соединение арматурных элементов — создание сеток, каркасов, прочих изделий;
- монтаж деталей арматуры и готовых изделий на строительной площадке.
При выполнении арматурных работ следует соблюдать технику безопасности. Основных ошибок можно избежать, наняв квалифицированных и ответственных рабочих, правильно подготовив территорию и соблюдая правила и требования взаимодействия с механизмами. Также предотвратить несчастные случаи при выполнении работ поможет технологическая карта на арматурные работы, регламентирующая правила безопасности на площадке.
Скачать образец журнала арматурных работ можно по этой ссылке (откроется в новой вкладке).
Требования к арматурной стали
Приобретать арматуру необходимо в соответствии со спецификацией проекта, в которой перечислены марка, диаметры, вес требуемых элементов. Вся продукция должна сопровождаться сертификатами качества.
Предназначенную для работ арматурную сталь проверяют на соответствие следующим требованиям:
- она должна быть свободной от расслоений;
- поверхность арматурных элементов, включая ребра жесткости, не может содержать дефекты в виде раковин, заусенцев, трещин, ржавчина не принадлежит к отбраковочному признаку;
- необходимо полное соответствие формы и размеров сечения проволоки и стержней проектным величинам.
Арматуру перед использованием нужно проверить на способность к деформации. Простейшим испытанием служит загиб стержней на 180oС без нагрева. Сталь считается прошедшей испытание, если на внешней стороне не образовались трещины.
Подготовительный этап арматурных работ при бетонировании

Начальный этап производства арматурных работ состоит из ряда операций, от правильного и тщательного выполнения которых во многом зависят эксплуатационные свойства строящейся конструкции.
До начала заготовки арматурных элементов необходимо определиться с точной длиной, которую должны иметь арматурные стержни. Детально разработанные арматурные чертежи содержат все необходимые сведения о размерах.
 Выбрать ручные или механизированные ножницы для арматуры поможет вам наша статья.
Выбрать ручные или механизированные ножницы для арматуры поможет вам наша статья.Бетонировать или забивать столбы для забора? Конечно, первое! Прочтите тут полное руководство о бетонировании заборов.
Нужна арматурная сетка? Заказывайте у нас.
На рабочих эскизах изгибы стержней изображены без закруглений, а в строительных условиях закругления должны быть плавными. Самые распространенные радиусы перегибов равны 10-15 диаметрам стержня.
Если возникла необходимость замены марки арматурной стали, то необходимо соблюдать следующее правило. Рассчитанная площадь сечения арматуры должна измениться в обратно пропорциональной зависимости изменению расчетного сопротивления фактически применяемой стали от запроектированной.
При замене диаметра сечения стержня с сохранением проектной марки стали суммарная площадь арматурных стержней должна сохраниться прежней.
Подготовительные работы включают следующие важные операции:

- правку арматуры, предназначенную для исправления искривлений стержней;
- очистку арматурных элементов от загрязнений, ржавчины, подготовку поверхности под сварку;
- резку — для получения рассчитанной в проекте длины;
- гибку — для изготовления отгибов стержней, крюков, хомутов и полухомутов и других арматурных элементов.
Подготовительные арматурные работы, производимые на строительной площадке:
- приемка арматурных элементов;
- их сортировка;
- складирование.
Складирование должно производиться отдельно по маркам и размерам арматурных элементов. Во избежание развития коррозионных процессов контакт металлоизделий с почвой и попадание на них осадков необходимо исключить.
Виды сварочных работ по соединению арматурных деталей в единое изделие
Основным типом соединения арматурных элементов в изделие является сварка, осуществляемая с помощью различных видов оборудования для арматурных работ.
- Суть ванной одноэлектродной сварки состоит в передаче тепла свариваемым стержням посредством ванны из жидкого металла, без помощи электрической дуги. Ванна создается из металла электрода и торцов стержней. При этом способе сварки горизонтальных арматурных деталей дополнительная разделка торцов не требуется. Одноэлектродная ванная сварка применяется для стыкования гладкой арматуры А-I и стержней периодического профиля A-II и A-III.
- Многоэлектродная ванная сварка используется для работы со стержнями всех профилей с значительными диаметрами.
- Эффективным вариантом соединения арматурных стержней служит контактная сварка стыкованием, осуществляемая без металла плавящихся электродов. Этот автоматизированный процесс является достаточно производительным. Основной его недостаток — возможность осуществления только в условиях производственного цеха из-за громоздкости оборудования и значительного расхода электрической энергии.
- Широко применяются полуавтоматические виды сварки — открытой дугой проволокой без покрытия и порошковой проволокой.
Соединение арматуры методом сварки приводит к частичному изменению структуры стали в области шва. Поэтому места соединений могут стать слабыми частями стержней арматуры. Следовательно, проведение сварочных работ неопытным специалистом может привести к созданию недостаточно прочного каркаса, который не способен выдерживать запроектированные нагрузки.
Способы механического соединения элементов арматуры
Создание арматурной сетки или каркаса методом вязки не требует от работника, выполняющего этот процесс, особых практических навыков и высокой квалификации.
Для вязки элементов арматуры используют отрезки проволоки после термической обработки — отжига, диаметром 0,8-1,0 мм, длиной до 100 мм. В зависимости от размера сечения элементов арматуры и места расположения узлов вязку различают на: простую, угловую, двухрядную, крестовую, двойную, мертвую.
В качестве инструмента для выполнения малых объемов работ используются арматурные кусачки.
Повысить производительность труда можно, применив пистолет, предназначенный для вязки арматуры. Однако этот инструмент относится к разряду профессионального и стоит довольно дорого.
Для индивидуального строительства целесообразно приобрести ручное приспособление с реверсивным ходом или специальный крючок .
Также из отрезка арматуры можно изготовить самодельное приспособление.

Если вы не знаете, сколько нужно бетона на фундамент, то здесь вы увидите подробные инструкции по расчёту.
Строительная арматура: в нашем каталоге самые привлекательные цены.
Механическое соединение деталей арматуры может осуществляться также с помощью специальных скрепок — коннекторов. Это металлоизделия, изготовленные из пружинной стали и обладающие высокими упругими свойствами. Значительная упругость скрепок позволяет надежно прижимать и фиксировать арматуру.
Простота работы с коннекторами дает возможность их применения для соединения арматурных элементов в самых труднодоступных местах.
Соединение арматуры внахлест

Существует еще один метод соединения арматурных элементов, который не требует ни вязки, ни сварки проволоки и стержней. Этот способ — соединение внахлест.
Нахлестка увеличивает расход арматурных элементов, но позволяет сократить количество операций по сборке арматуры и не требует специального оборудования.
Этот способ может применяться без использования загибов только для арматурных стержней с периодическим профилем. Для гладкого профиля должны предусматриваться петли, крюки, анкера.
Основная сфера применения нахлестки — армирование ЖБ фундаментных плит и перекрытий.
Размер нахлестки условно принимается равным тридцати диаметрам стержней. Более точные значения должны быть указаны в проектных документах.
Укладка арматурных элементов и изделий в опалубку
После окончания работ по подготовке арматуры и изготовлению арматурных изделий можно приступать к опалубочным работам.
В частном строительстве при небольшом весе арматурных изделий их установку можно осуществлять без использования автокрана.
При укладке арматуры между опалубкой и арматурными изделиями должно оставаться расстояние, выполняющее защитную функцию. Этот слой предохраняет арматуру от воздействия погодных факторов, влияния температуры, коррозионных процессов. Его размер определяется проектной документацией.
В целях экономии в условиях частного строительства с этой целью применяют куски кирпича, гравий, бетонные подставки, однако эти подручные средства не способны обеспечить требуемую точность конструкции.
После установки арматурных деталей и изделий в положение, предусмотренное технической документацией, необходимо провести контроль качества арматурных работ — проверить геометрию каркаса, шаг соединения (вязки или сварки), соответствие материала заложенному в проекте.
Применение комплексной механизации при изготовлении арматуры позволяет получать готовые изделия, снижая до минимума применение ручного труда и стоимость арматурных работ.
2. Состав арматурных работ
Арматурные работы включают в себя следующие процессы:
централизованная заготовка арматурных элементов;
транспортирование арматуры на строительную площадку, сортировка и складирование;
укрупнительная сборка арматурных элементов, изготовление арматурных изделий;
установка в опалубку стержней, сеток, плоских, пространственных и несущих арматурных каркасов;
соединение отдельных монтажных единиц в единую армоконструкцию;
раскрепление армоконструкции, гарантирующее обеспечение надлежащего защитного слоя при бетонировании.
Все процессы армирования железобетонных конструкций можно объединить в две группы: предварительное изготовление арматурных элементов и установка их в проектное положение.
3. Изготовление арматурных изделий
Арматурные изделия изготовляют централизованно на арматурно-сварочных заводах, в арматурных цехах и мастерских.
Проволока диаметром до 10 мм и сталь периодического профиля диаметром до 9 мм поступают в арматурную мастерскую в бухтах, а сталь больших диаметров — прутьями длиной от 4 до 12 м, объединенными в пакеты до 10 т. Готовые сетки для заготовки каркасов поступают плоскими или в рулонах. Складируют сталь на стеллажах раздельно по маркам, диаметрам и длине стержней. Хранение производят в закрытом помещении или под навесом, запрещено класть арматуру на земляной пол.
Процесс изготовления ненапрягаемой арматуры состоит из отдельных технологических операций, которые объединены в следующие технологические группы:
заготовительные
операции включают:
очистку и выпрямление стержней; соединение
стержней в непрерывную плеть посредством
стыковой сварки; разметку и резку на
стержни требуемой длины; сварочные операции, выполняемые контактной
точечной сваркой для плоских сеток и
каркасов на одно- и многоэлектродных
машинах, а также стыковой и дуговой
сваркой;
операции, выполняемые контактной
точечной сваркой для плоских сеток и
каркасов на одно- и многоэлектродных
машинах, а также стыковой и дуговой
сваркой;
сборочные операции, включающие установку и приварку закладных деталей, отдельных криволинейных и изогнутых стрежней, резку листовой и профильной стали, укрупнительную сборку пространственных каркасов из плоских каркасов и сеток.
Заготовительные операции ведут двумя потоками — для катанки и стержневой арматуры. Сталь, поступающую в бухтах (катанка) с бухтодержателей, направляют на станки-автоматы, одновременно производящие очистку поверхности стержня от ржавчины, правку искривлений проволоки и ее резку. Концы заканчивающейся и новой бухты соединяют в непрерывную плеть машиной для стыковой сварки. По ходу движения катанки установлены станки для точной резки и гнутья.
Стержни, поступающие на технологическую цепочку, правят, очищают от ржавчины, сваривают стыковой сваркой в непрерывную плеть во избежание отходов, затем их режут на обрезки с заданными размерами и, при необходимости, передают на станок для гнутья.
4. Соединение арматурных элементов. Способы сварки
Установку арматуры и арматурных изделий осуществляют машинами и механизмами, используемыми на строительной площадке. В отдельных случаях и в неудобных для применения механизмов местах производят ручную укладку арматуры и ее вязку.
Основные способы соединения арматурных стержней между собой — укладка внахлестку или сварка. Соединение нахлесткой без сварки используют при армировании конструкций сварными сетками или плоскими каркасами с односторонним расположением рабочих стержней арматуры и при диаметре арматуры не выше 32 мм. При этом способе стыкования арматуры величина перепуска (нахлестки) зависит от характера работы элемента, расположения стыка в сечении элемента, класса прочности бетона и класса арматурной стали.
При стыковании на сварке сеток из круглых гладких стержней в пределах стыка следует располагать не менее двух поперечных стержней. При стыковании сеток из стержней периодического профиля приваривать поперечные стержни в пределах стыка не обязательно, но длина нахлестки в этом случае должна быть увеличена не менее чем на пять диаметров свариваемой арматуры. Стыки стержней в нерабочем направлении (поперечные монтажные стержни) выполняют с перепуском в 50 мм при диаметре распределительных стержней до 4 мм и 100 мм — при диаметре более 4 мм. При диаметре рабочей арматуры 26 мм и более сварные сетки в нерабочем направлении рекомендуется укладывать впритык друг к другу с перекрытием стыка специальными стыковыми сетками с перепуском в каждую сторону не менее 15 диаметров распределительной арматуры, но не менее 100 мм.
При сварке арматуры между собой металл оказывает небольшое сопротивление прохождению электрического тока. В соответствии с законом Джоуля—Ленца для сокращения времени сварки и повышения производительности труда применяют токи большой силы, доходящей до 50 000 А и невысокое напряжение — не более 30…60 В. При контактной сварке в месте контакта сопротивление движению электрического тока во много раз превышает сопротивление на остальном пути тока, здесь усиленно выделяется теплота, металл разогревается до пластического состояния, пересечение стержней сжимается и происходит их сварка.
В цепи наибольшее сопротивление имеет стык стержней, в этом месте наиболее интенсивно выделяется теплота, которая разогревает торцы стержней до пластического и частично жидкого состояния. При этом металл в месте сварки плавится почти мгновенно, время пропускания, тока измеряется долями секунды. Стержни с силой прижимают друг к другу, в результате чего они свариваются. Для сварки используют специальные трансформаторы, которые понижают напряжение с номинального 220…380В до требуемого и одновременно увеличивают силу тока.
Электрическую энергию можно преобразовать в тепловую двумя способами:
пропусканием тока через свариваемые детали; на этом принципе основана контактная сварка с применением давления, при которой нагрев производится теплотой, выделенной при прохождении электрического тока через находящиеся в контакте соединяемые детали;
при помощи электрической дуги или сваркой плавлением; нагрев соединяемых элементов осуществляют электрической дугой.
Контактная сварка. Контактная сварка имеет следующие основные разновидности:
• точечная контактная сварка, применяемая для соединения пересекающихся стержней в сетках и каркасах;
• стыковая контактная сварка, которая целесообразна для соединения стержней между собой, когда требуется увеличение их длины, а также ‘ для сращивания обрезков и стержней между собой.
Точечная
контактная сварка. Сущность этой сварки
в том, что два стержня (или более) в месте
их пересечения зажимают между электродами
сварочной машины. При пропускании тока
под действием выделяе

 мой
теплоты металл стержней в свариваемом
месте накаляется докрасна, размягчается
и под действием сдавливающего усилия
стержни прочно соединяются между
собой.
мой
теплоты металл стержней в свариваемом
месте накаляется докрасна, размягчается
и под действием сдавливающего усилия
стержни прочно соединяются между
собой.
При автоматической сварке подача деталей, их закрепление, процесс кварки и выдача готовых изделий происходит без участия человека. При полуавтоматической сварке детали подают вручную, а готовое изделие после сварки перемещается автоматически.
Стержни, покрытые коррозией и окалиной, предварительно очищают в месте контакта или используют двух импульсную сварку — при первом импульсе происходит пробой окалины, при втором — сварка стержней.
Достоинства точечной контактной сварки — высокая производительность, небольшой расход энергии при использовании токов большой :илы в течение малого отрезка времени, возможность механизации и автоматизации процесса, отсутствие расхода металла на электроды. Сборку, а затем и сварку стыкуемых элементов осуществляют с применением кондукторов, которые обеспечивают точность геометрических размеров взаимное расположение стыкуемых стержней.
Контактная стыковая сварка производится методами непрерывного и прерывистого оплавления.
Сварка методом непрерывного оплавления отличается тем, что два свариваемых стержня, подключенные к электрической цепи, начинают медленно сближаться до соприкосновения и одновременного замыкания цепи тока. Начавшееся при включении цепи оплавление металла увеличивается при сближении стержней и завершается сильным сжатием оплавившихся концов. Когда сжатие (осадка) достигает необходимой величины, ток отключают, и сваренные стержни вынимают из зажимов машины. Преимущество сварки в том, что сварной шов может быть расположен в любом месте арматурного каркаса или несущей конструкции.
Сварка методом прерывистого оплавления. В результате сближения: разъединения стержней (одновременно замыкания и размыкания электрической цепи), количество которых колеблется от 3 до 20, концы стержней нагреваются и частично оплавляются. Стержни большого диаметра таким образом нагревают до красного или светло-красного каления затем соединяют их под давлением. Предварительный прогрев повышает температуру свариваемых стержней и тем самым понижает мощность, необходимую для сварки. При стыковой сварке стержни, зажатые губками сварочной машины, соединяют по всей поверхности их торцов и после необходимого предварительного прогрева сжимают.
Достоинства стыковой контактной сварки — высокое качество стыков соединяемых элементов, минимальные затраты электродов и других вспомогательных материалов, возможность механизации и автоматизации процесса сварки, высокая производительность труда.
Дуговая электросварка. Дуговую сварку, т.е. сварку с помощью электрической дуги, которая горит в атмосфере между концом металлического электрода и свариваемой деталью, применяют наиболее часто.
Дуговая электросварка может выполняться как с помощью переменного, так и постоянного тока. Сварка на переменном токе по сравнению с другими видами наиболее экономична. Для получения электрического тока нужных характеристик вместо сложных и громоздких генераторов постоянного тока применяют легкие, мобильные и более дешевые трансформаторы переменного тока. Дуга представляет собой электрический разряд в газовом пространстве, длящийся продолжительное время, выделяющий большое количество световой энергии и имеющий температуру, доходящую до 6000 °С. Нужная тепловая мощность, исчисляемая тысячами калорий, легко регулируется изменением силы тока. Минимальное напряжение, необходимое для возбуждения дуги, составляет при постоянном токе 30…35 В, а при переменном — 40…50 В.
Электроды, которые применяют для сварочных работ, имеют специальное покрытие, которое при сварке испаряется, образующиеся пары легко ионизируются и таким образом повышают устойчивость дуги. При плавлении металл электрода стекает и, охлаждаясь, образует на свариваемой поверхности шов, от прочности которого зависит и прочность сварного соединения в целом. Длина дуги оказывает свое воздействие на качество шва. Чем дуга длиннее, тем большее расстояние проходит расплавленный металл от электрода до шва и, поглощая из воздуха кислород и азот, ухудшает свои механические свойства.
Достоинства дуговой сварки — универсальность, возможность применения в любой точке сложного арматурного каркаса и достижения требуемой прочности сварного шва. Недостатки дуговой сварки — дополнительный расход металла на электроды, низкая производительность труда, требуется более высокая квалификация сварщиков. Обычно сваривают стержни диаметром 10 мм и более, так как при меньших диаметрах стержней возможен их пережог.
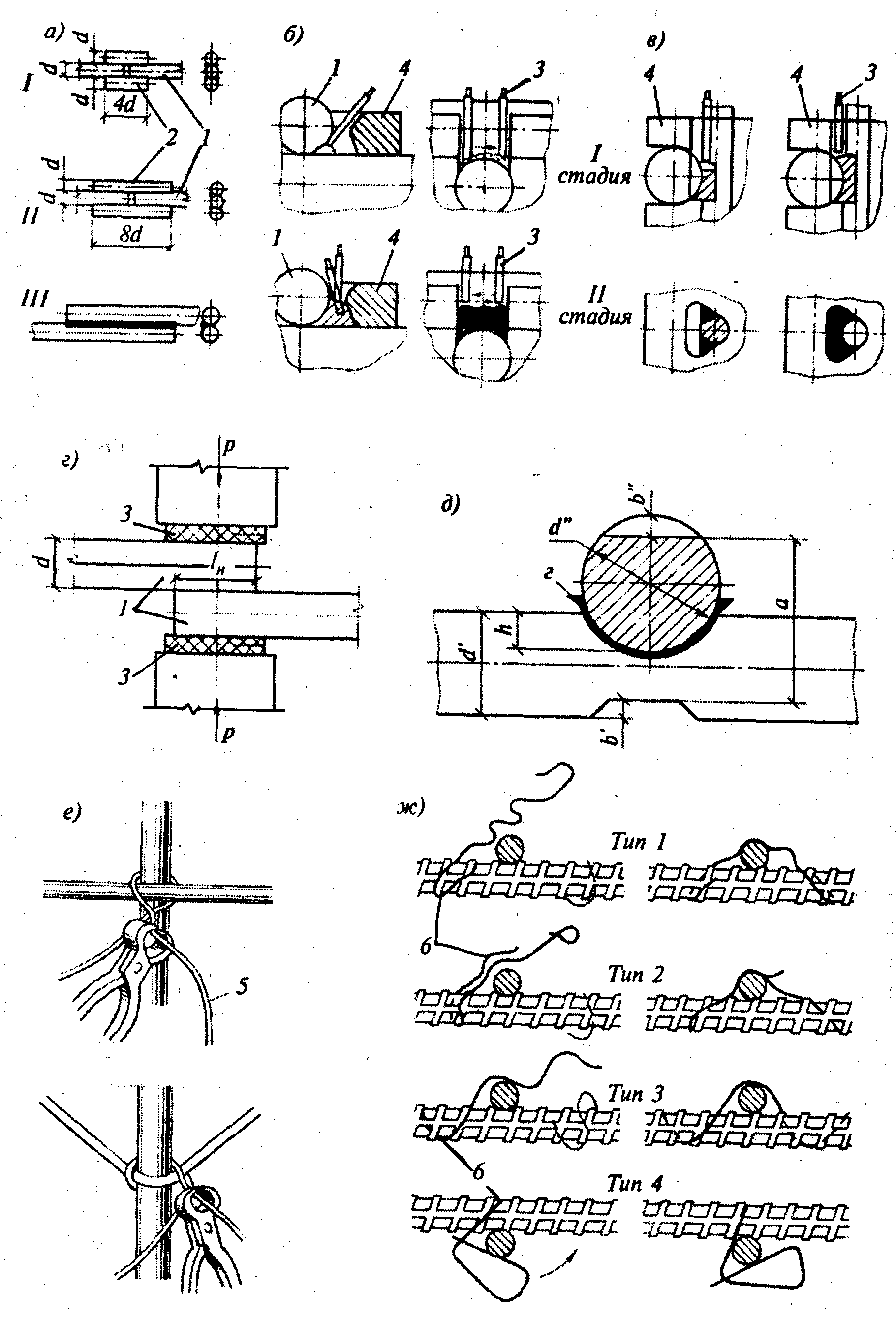
Из существующих способов дуговой сварки наиболее часто встречаются следующие — внахлестку, с накладками и ванная (рис. 8.3).
Сущность ванного способа сварки заключается в том, что электрическую дугу возбуждают между торцами свариваемых стержней при помощи электродов. Выделяемая теплота расплавляет металл с торцов стержней и с электрода, в результате чего создается ванна расплавленного металла. Зазор между стержнями принимается равным 1,5…2 диаметра электродах покрытием. Для образования ванны используют инвентарные медные формы и стальные скобы-подкладки. Способ имеет ряд пре имуществ по сравнению с другими видами дуговой сварки — уменьшается расход металла на стык, снижается расход электродов и электроэнергии, а также трудоемкость и себестоимость. Ванная сварка применима для стержней диаметром от 20 до 80 мм.
При дуговой сварке один из проводников тока присоединен к свариваемым деталям, а другой — к электроду, зажатому в электродержателе. После включения тока сварщик касается электродом места сварки, замыкая при этом цепь, и сразу же отводит электрод от детали на 2..-А мм. Образующаяся дуга расплавляет стержень электрода и частично свариваемые детали, металл которых соединяется с металлом электрода. Температура у конца металлического электрода достигает 2100 °С, у свариваемых элементов — 2300 °С, в центре дугового столба — около 5000…6000 °С.
5. Производство арматурных работ на объекте
Армирование железобетонных конструкций желательно осуществлять сварными арматурными каркасами и сетками заводского изготовления. На строительном объекте при возведении монолитных железобетонных конструкций выполняют следующие операции:
укрупнительную сборку пространственных арматурных каркасов;
установку готовых каркасов и сеток в опалубку;
установку и вязку арматуры отдельными стержнями в опалубке.
| Рис. 8.3. Способы соединения арматурных стержней: а- соединение стержней ручной дуговой сваркой: /—с накладками и двусто-ронними швами; II—то же, с односторонними швами; III—то же, внах-лестку; б—дуговая сварка с принудительным фор-мированием шва кресто-образных горизонтальных соединений стержней; в — то же, горизонтального с вертикальным; г- кон-тактная точечная сварка при стыковом соединении стержней внахлестку; д- то же, при крестообраз-ном соединении; е- вязка проволокой пересечений стержней; ж- соединение стержней в пересечениях пружинными фиксатора-ми; /-соединяемые стерж-ни; 2- круглые накладки; 3-электроды; 4- инвен-тарные (медные или графитовые) формы; 5- вязальная проволока; 6 — пружинные фиксаторы |
Если по условиям транспортирования крупноразмерные каркасы или
сетки
заготовляют или перевозят частями, то
их укрупняют на строительстве до
проектных размеров дуговой или ванной
сваркой. Укрупнительную сборку
производят непосредственно в проектном
положении (в опалубке) или в стороне
от места установки на заранее оборудованной
площадке. Укрупнительная сборка
арматурных каркасов перед их подъемом
и установкой дает возможность лучше
использовать грузоподъемность крана
и значительную часть работы выполнять
арматурщикам в более удобных и безопасных
условиях. Монтаж арматурных конструкций
следует производить преимущественно
из крупноразмерных блоков и уни


 фицированных
сеток заводского изготовления с
обеспечением фиксации защитного слоя.
фицированных
сеток заводского изготовления с
обеспечением фиксации защитного слоя.
Смонтированная арматура должна быть надежно закреплена и предохранена от деформаций и смещений в процессе производства работ по бетонированию конструкций.
Крестовые пересечения стержней арматуры, уложенных поштучно, необходимо скреплять вязальной проволокой или с помощью специальных проволочных соединительных скрепок.
Арматуру можно устанавливать в опалубку только после проверки соответствия опалубки проектным размерам с учетом допусков, установленных СНиПом.
При монтаже арматуры в опалубку и последующем бетонировании любой конструкции необходимо соблюдать указанную в проекте заданную толщину защитного слоя бетона, т.е. расстояние между внешними поверхностями арматуры и бетона конструкции. Правильно обеспеченный и выполненный защитный слой бетона надежно предохраняет арматуру от коррозирующего воздействия внешней среды. Толщину защитного слоя «бетона обеспечивают различными способами.
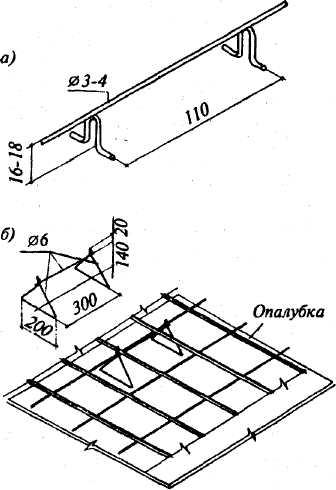
К пространственным и плоским арматурным каркасам целесообразно приваривать обрезки стержней из нержавеющей стали, упирающиеся в стенки и днище короба опалубки, или удлиненные стержни. Такое решение применяют в том случае, когда конструкция будет работать только в сухих условиях эксплуатации. При армировании плит перекрытия двумя метками по высоте проектное положение фиксируют подставками из круглой арматурной стали, изогнутыми «зигзагами» или установкой так газываемых «лягушек» для сеток нижнего ряда и «козелков» для верхней сетки (рис. 8.4).
Рис. 8.4. «Лягушка» и «козелок» для обеспечения защитного слоя бетона в перекрытиях: а-«лягушка», для обеспечения защитного слоя для нижней арматурной сетки; б—«козелки», для обеспечения защитного слоя для верхней арматурной сетки | Применяют заранее заготовленные бетонные подкладки и прокладки, которые целесообразно армировать обрезками вязальной проволоки во избежание раскалывания. Концами проволоки привязывают прокладку к вышерасположенному арматурному стержню. Более новыми типами фиксаторов являются фигурные пластмассовые и прорезные капроновые кольца. Эти фиксаторы характеризуются высокими технологическими свойствами. Во время установки на арматуру такое фигурное кольцо за чет присущей ему упругости немного раздвигается и плотно охватывает стержень (рис. 8.5). Защитный слой бетона в плитах и стенах толщиной до 10 см должен быть не менее 10 мм; в плитах и стенах толщиной более 10 см — не менee 15 мм; в балках и колоннах при диаметре продольной арматуры 0…32 мм — не менее 25 мм, при большем диаметре стержней — не менee 30 мм. |



 Монтаж
арматурных конструкций обычно
произ-водят с транспортных средств
с помощью крана, используемого для
подачи опалубки и бетонной смеси.
Арматурные каркасы массой до 100 кг
можно устанавливать вручную,
поднимая краном в зону работ сразу
несколько каркасов. Изделия большей
массы устанавливают непосредственно
краном. Как и для сборных железобетонных
элементов,
Монтаж
арматурных конструкций обычно
произ-водят с транспортных средств
с помощью крана, используемого для
подачи опалубки и бетонной смеси.
Арматурные каркасы массой до 100 кг
можно устанавливать вручную,
поднимая краном в зону работ сразу
несколько каркасов. Изделия большей
массы устанавливают непосредственно
краном. Как и для сборных железобетонных
элементов,желательно поднимать и монтировать арматурные каркасы в том положении, в котором они будут работать в забетонированной конструкции.
Арматуру фундаментов под колонны промышленных и гражданских зданий укладывают на бетонную подготовку между щитами опалубки фундаментов.
При небольшой высоте колонн, а также при легких каркасах арматурный каркас колонн устанавливают путем его опускания с помощью крана в готовую опалубку.
Установленный арматурный каркас, через нижнее окно короба опалубки колонны приваривают или привязывают к выпускам арматуры, забетонированным в фундаменте, плите или колонне нижележащего этажа. Тяжелые каркасы колонн устанавливают раньше опалубки и соединяют с выпусками арматуры нижнего этажа на сварке. Часто, особенно при большой высоте колонн, арматурный каркас заводят в опалубку, у которой
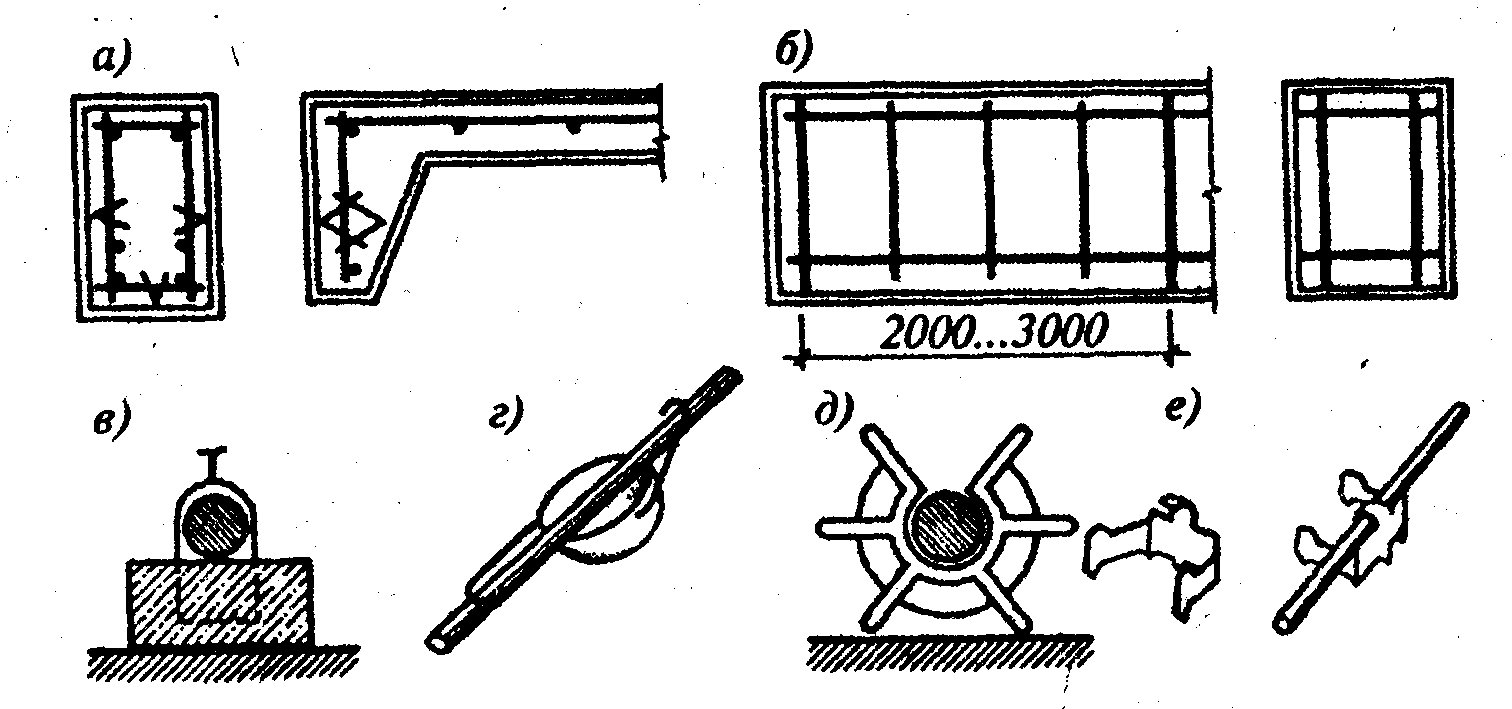
Рис. 8.5. Способы обеспечения защитного слоя арматуры:
а —в балках и ребрах плит при помощи упоров; б —в балках посредством удлиненных
стержней; в —бетонной подкладкой с проволочной скруткой; г —бетонной пробкой с
пружинной скобой; д — упругим пластмассовым фиксатором; е — металлическими
штампованными подставками
уже собраны две или три стенки. Производят выверку каркаса, соединение с арматурными выпусками, после чего завершают сборку опалубочного блока колонны.
Установку арматурных каркасов прогонов и балок производят в готовые короба опалубки. Сварные сетки и плоские каркасы с односторонним расположением рабочих стержней стыкуют на месте установки без сварки с напуском верхнего каркаса не менее чем на 250 мм.
Армирование плит перекрытия производят путем укладки в пространственные конструкции готовых сварных сеток, стыкование которых осуществляют внахлестку электродуговой сваркой.
Армирование стен осуществляют готовыми сетками и реже вязкой из отдельных стержней в опалубке, установленной с одной стороны. При возведении монолитных железобетонных конструкций на большой высоте применяют арматурно-опалубочные блоки, представляющие собой короба (балок, прогонов) с уложенными в них арматурными каркасами.
Установку любой арматуры следует вести так, чтобы не повредить ранее установленную и выверенную опалубку, а также не деформировать арматурные каркасы. В процессе производства работ допускаются в отдельных Случаях бессварочные соединения стержней: стыковые при соединении внахлестку или обжимными гильзами и винтовыми муфтами с обеспечением равноправного стыка и крестообразные, выполняемые вязкой отожженной проволокой.
Приемка смонтированной арматуры, всех стыковых соединений должна проводиться до укладки бетонной смеси и оформляться актом на скрытые работы, в котором обязательно оценивают качество выполненных работ. Приемку установленной в проектное положение арматуры производят, по захваткам, подготовленным для бетонирования.
Кроме проверки проектных размеров смонтированной арматуры по чертежам устанавливают наличие и места расположения фиксаторов, прочность и целостность сборки армоконструкции, которая должна обеспечивать неизменность формы при бетонировании. Кроме этого отмечают все отступления от проекта, сверяют с проектом количество и диаметр стержней, а также правильность их расположения и качество электросварки в пересечениях стержней.
Арматурные изделия: виды, спецификации, способы изготовления и применения
Арматурными изделиями называются полуфабрикаты и готовые конструкции из арматурных элементов, используемые для производства сборных и монолитных ЖБ элементов. Чем большую степень готовности имеют арматурные изделия, тем меньшими трудозатратами можно обойтись непосредственно на строительной площадке.
Выделяются следующие виды арматуры и арматурных изделий:
- арматурные сетки — сварные и вязаные;
- каркасы — плоские и пространственные;
- хомуты;
- монтажные петли;
- канаты и пучки предварительно напрягаемой арматуры с анкерами и без них;
- закладные элементы.
Арматурные сетки сварные
Наиболее массовой продукцией являются арматурные сетки, изготовленные из крестообразно соединенных сваркой проволок или стержней.
Для производства этой металлопродукции используют проволоку арматурную или стержни диаметром более 3 мм. Сетки с диаметром продольных стержней менее 5 мм и поперечных менее 10 мм выпускают рулонными и плоскими, более этих величин — только плоскими. Ячейки сетки изготавливают квадратными или прямоугольными.
В зависимости от величины диаметра проволоки и стержней сетки условно разделяются на легкие и тяжелые. К легким относятся сетки с диаметром элементов до 10 мм. Если хотя бы в одном направлении применялись стержни свыше 12 мм, то такие сетки принадлежат к категории тяжелых.
В одном направлении располагаются проволока или стержни только одинакового диаметра.
По расположению рабочей арматуры сетки разделяют на два вида:
- рабочая арматура расположена только в одном направлении, в перпендикулярном — монтируют распределительную арматуру;
- рабочая арматура применяется для обоих направлений.
Места пересечения арматурных элементов соединяют с помощью точечной сварки.
 Какие бывают виды и классы арматуры, и в чём их особенности.
Какие бывают виды и классы арматуры, и в чём их особенности.Мы подскажем в этой статье, как подобрать инструмент для резки арматуры.
В нашем каталоге труба стальная 40 по выгодной цене! Данный вид трубного проката широко применяется при монтаже водогазопроводных систем, а также в некоторых отраслях промышленности.
Сетка сварная используется для армирования железобетонных элементов, кирпичной кладки, при закладке фундамента, для устройства стяжки цементных полов, армирования дорожных покрытий. Сварную арматурную сетку используют в овощеводстве и цветоводстве при возведении каркасов теплиц, а также для создания ограждений декоративного и функционального назначения. В звероводстве сетку используют для изготовления клеток.
Сетки легкие производят шириной 0,65-3,8 м, тяжелые — 0,65-3,05 м, длина сеток — до 9 метров.
Арматурные сетки вязаные

Вязка арматурных сеток ручным способом применяется при небольших объемах проводимых строительных работ. С этой целью используют мягкую проволоку после отжига диаметром 0,8-1,0 мм. Инструментом, применяемым для вязки, служат арматурные кусачки с немного затупленными зубцами для предотвращения откусывания проволоки.
Метод ручной вязки арматурных сеток применяют:
- в случаях, когда не удается соединить арматурные стержни сваркой, например, в некоторых узлах ферм, при производстве нетиповых строительных конструкций;
- для укрупнения арматурных изделий непосредственно на строительных площадках;
- при малых объемах армирования, когда привлечение сварочного оборудования является нецелесообразным;
- для проведения срочных работ, когда невозможен привоз готовых арматурных изделий в заданные сроки;
- при использовании для армирования отходов проволоки или стержней из несвариваемой стали.
Для увеличения производительности процесса связывания сетки вместо проволоки применяют специальные скрепки — фиксаторы, изготовленные на автоматическом оборудовании.
Арматурные каркасы
Каркасы арматурные бывают плоскими и объемными.
В сварных плоских каркасах поперечные стержни располагаются в одной плоскости. В зависимости от числа продольных стержней каркасы подразделяют на двух-, трех- или четырехветвевые. Эти каркасы являются исходным материалом для создания пространственных арматурных каркасов, предназначенных для армирования растянутых или работающих на изгиб железобетонных элементов с небольшой шириной поперечного сечения. Соединяют стержни контактной сваркой, осуществляемой на высокопроизводительных многоэлектродных сварочных машинах. В случае отсутствия такого оборудования используют электродуговую сварку или способ ручной вязки.
В пространственных арматурных каркасах поперечные стержни находятся в различных плоскостях. Изготавливают эти изделия способом сборки отдельных стержней, арматурных сеток, плоских каркасов, хомутов, закладных элементов, монтажных петель. Все детали соединяют сваркой — контактной точечной или электродуговой, возможно применение вязки.
Для придания дополнительной жесткости арматурные стержни круглого сечения заменяют профильным прокатом, например, уголками, а также квадратными прутками или стальной полосой.
Преимущества использования готовых каркасов:
- возможность применения высокоэффективных сварочных процессов в условиях специализированных производственных цехов;
- полное отсутствие отходов арматурной стали, что обеспечивается рациональным раскроем;
- ускорение строительных работ на 30%;
- отсутствие необходимости присутствия на строительной площадке специально обученных рабочих.
Напрягаемые арматурные изделия

Укрупненными арматурными изделиями — сетками и плоскими и пространственными каркасами — армируют конструкции ненапрягаемые. Для предварительно напряженных элементов используют канаты (Рис. 1) и арматурные пучки (Рис. 2). Натяжение арматурных изделий осуществляют тремя способами: на упоры, на бетон, электромеханическим.

- Натяжение на упоры применяют в производствах сборных железобетонных элементов. Перед бетонированием арматурные изделия натягивают на специальные упоры или формы до заданной величины. Фиксируют с помощью зажимов. После застывания бетонной смеси и достижения бетоном мощности, предусмотренной проектом, арматура освобождается от фиксаторов.
- Для осуществления второго способа в опалубке устанавливают каналообразователи, в качестве которых используют трубы, стержни, резиновые рукава с металлическим сердечником. Диаметр каналообразователей на 10-15 мм превышает диаметр арматурного изделия. Извлекают их из бетона через 2-3 часа после окончания бетонирования конструкции. После набора бетоном проектной прочности в отверстия вставляются арматурные изделия, которые затем натягиваются.
- Электромеханический метод натяжения заключается в пропускании через арматурные изделия переменного тока определенной частоты. В результате эффекта теплового расширения арматура удлиняется, фиксируется, а при остывании снова укорачивается и передает на бетон сжимающие усилия.
Предварительно напряженные железобетонные элементы обладают высоким сопротивлением динамическим нагрузкам и долговечностью.
Прочие арматурные изделия

- Хомуты используются при создании пространственных каркасов. Эти детали принимают на себя часть усилий при эксплуатации конструкции. Хомуты изготавливаются отдельными или из арматурных сеток. Могут иметь форму замкнутых или открытых с одной стороны четырехугольников, охватывают рабочую арматуру с наружной стороны. Изготавливают хомуты на гибочном оборудовании из стержневой или бунтовой арматурной стали.
- Монтажные петли, которые устанавливаются для удобной строповки железобетонных изделий, производят в арматурных цехах на гибочных станках из арматурной стали повышенной пластичности.
- Закладные детали применяют для соединения сборных железобетонных изделий. Изготавливают из листового, полосового, иногда фасонного — углового — проката. К ним приваривают тавровым или нахлесточным швом нормальные или касательные анкеры, которые служат для крепления арматурного изделия в бетоне. Закладные детали могут изготавливаться с отверстиями, снабжаться упорами для возможности работы на сдвиг, коротышами для фиксирования положения детали или рабочей арматуры. Размер закладных пластин и диаметр анкеров определяется видом стыкуемых элементов и воспринимаемых ими нагрузок. При изготовлении пластин значительных размеров, находящихся сверху при формовании, в них проделывают отверстия для выхода воздуха и возможности контроля качества бетона.
Арматурные изделия производятся в специальных цехах, оборудованных режущим, гибочным, сварочным оборудованием. Наиболее эффективным является организация полного технологического потока — от подготовки арматурных деталей до получения готовой строительной арматурной продукции.
2. Состав арматурных работ
Арматурные работы включают в себя следующие процессы:
централизованная заготовка арматурных элементов;
транспортирование арматуры на строительную площадку, сортировка и складирование;
укрупнительная сборка арматурных элементов, изготовление арматурных изделий;
установка в опалубку стержней, сеток, плоских, пространственных и несущих арматурных каркасов;
соединение отдельных монтажных единиц в единую армоконструкцию;
раскрепление армоконструкции, гарантирующее обеспечение надлежащего защитного слоя при бетонировании.
Все процессы армирования железобетонных конструкций можно объединить в две группы: предварительное изготовление арматурных элементов и установка их в проектное положение.
3. Изготовление арматурных изделий
Арматурные изделия изготовляют централизованно на арматурно-сварочных заводах, в арматурных цехах и мастерских.
Проволока диаметром до 10 мм и сталь периодического профиля диаметром до 9 мм поступают в арматурную мастерскую в бухтах, а сталь больших диаметров — прутьями длиной от 4 до 12 м, объединенными в пакеты до 10 т. Готовые сетки для заготовки каркасов поступают плоскими или в рулонах. Складируют сталь на стеллажах раздельно по маркам, диаметрам и длине стержней. Хранение производят в закрытом помещении или под навесом, запрещено класть арматуру на земляной пол.
Процесс изготовления ненапрягаемой арматуры состоит из отдельных технологических операций, которые объединены в следующие технологические группы:
заготовительные операции включают: очистку и выпрямление стержней; соединение стержней в непрерывную плеть посредством стыковой сварки; разметку и резку на стержни требуемой длины; сварочные операции, выполняемые контактной точечной сваркой для плоских сеток и каркасов на одно- и многоэлектродных машинах, а также стыковой и дуговой сваркой;
сборочные операции, включающие установку и приварку закладных деталей, отдельных криволинейных и изогнутых стрежней, резку листовой и профильной стали, укрупнительную сборку пространственных каркасов из плоских каркасов и сеток.
Заготовительные операции ведут двумя потоками — для катанки и стержневой арматуры. Сталь, поступающую в бухтах (катанка) с бухтодержателей, направляют на станки-автоматы, одновременно производящие очистку поверхности стержня от ржавчины, правку искривлений проволоки и ее резку. Концы заканчивающейся и новой бухты соединяют в непрерывную плеть машиной для стыковой сварки. По ходу движения катанки установлены станки для точной резки и гнутья.
Стержни, поступающие на технологическую цепочку, правят, очищают от ржавчины, сваривают стыковой сваркой в непрерывную плеть во избежание отходов, затем их режут на обрезки с заданными размерами и, при необходимости, передают на станок для гнутья.
4. Соединение арматурных элементов. Способы сварки
Установку арматуры и арматурных изделий осуществляют машинами и механизмами, используемыми на строительной площадке. В отдельных случаях и в неудобных для применения механизмов местах производят ручную укладку арматуры и ее вязку.
Основные способы соединения арматурных стержней между собой — укладка внахлестку или сварка. Соединение нахлесткой без сварки используют при армировании конструкций сварными сетками или плоскими каркасами с односторонним расположением рабочих стержней арматуры и при диаметре арматуры не выше 32 мм. При этом способе стыкования арматуры величина перепуска (нахлестки) зависит от характера работы элемента, расположения стыка в сечении элемента, класса прочности бетона и класса арматурной стали.
При стыковании на сварке сеток из круглых гладких стержней в пределах стыка следует располагать не менее двух поперечных стержней. При стыковании сеток из стержней периодического профиля приваривать поперечные стержни в пределах стыка не обязательно, но длина нахлестки в этом случае должна быть увеличена не менее чем на пять диаметров свариваемой арматуры. Стыки стержней в нерабочем направлении (поперечные монтажные стержни) выполняют с перепуском в 50 мм при диаметре распределительных стержней до 4 мм и 100 мм — при диаметре более 4 мм. При диаметре рабочей арматуры 26 мм и более сварные сетки в нерабочем направлении рекомендуется укладывать впритык друг к другу с перекрытием стыка специальными стыковыми сетками с перепуском в каждую сторону не менее 15 диаметров распределительной арматуры, но не менее 100 мм.
При сварке арматуры между собой металл оказывает небольшое сопротивление прохождению электрического тока. В соответствии с законом Джоуля—Ленца для сокращения времени сварки и повышения производительности труда применяют токи большой силы, доходящей до 50 000 А и невысокое напряжение — не более 30…60 В. При контактной сварке в месте контакта сопротивление движению электрического тока во много раз превышает сопротивление на остальном пути тока, здесь усиленно выделяется теплота, металл разогревается до пластического состояния, пересечение стержней сжимается и происходит их сварка.
В цепи наибольшее сопротивление имеет стык стержней, в этом месте наиболее интенсивно выделяется теплота, которая разогревает торцы стержней до пластического и частично жидкого состояния. При этом металл в месте сварки плавится почти мгновенно, время пропускания, тока измеряется долями секунды. Стержни с силой прижимают друг к другу, в результате чего они свариваются. Для сварки используют специальные трансформаторы, которые понижают напряжение с номинального 220…380В до требуемого и одновременно увеличивают силу тока.
Электрическую энергию можно преобразовать в тепловую двумя способами:
пропусканием тока через свариваемые детали; на этом принципе основана контактная сварка с применением давления, при которой нагрев производится теплотой, выделенной при прохождении электрического тока через находящиеся в контакте соединяемые детали;
при помощи электрической дуги или сваркой плавлением; нагрев соединяемых элементов осуществляют электрической дугой.
Контактная сварка. Контактная сварка имеет следующие основные разновидности:
• точечная контактная сварка, применяемая для соединения пересекающихся стержней в сетках и каркасах;
• стыковая контактная сварка, которая целесообразна для соединения стержней между собой, когда требуется увеличение их длины, а также ‘ для сращивания обрезков и стержней между собой.
Точечная контактная сварка. Сущность этой сварки в том, что два стержня (или более) в месте их пересечения зажимают между электродами сварочной машины. При пропускании тока под действием выделяемой теплоты металл стержней в свариваемом месте накаляется докрасна, размягчается и под действием сдавливающего усилия стержни прочно соединяются между собой.
При автоматической сварке подача деталей, их закрепление, процесс кварки и выдача готовых изделий происходит без участия человека. При полуавтоматической сварке детали подают вручную, а готовое изделие после сварки перемещается автоматически.
Стержни, покрытые коррозией и окалиной, предварительно очищают в месте контакта или используют двух импульсную сварку — при первом импульсе происходит пробой окалины, при втором — сварка стержней.
Достоинства точечной контактной сварки — высокая производительность, небольшой расход энергии при использовании токов большой :илы в течение малого отрезка времени, возможность механизации и автоматизации процесса, отсутствие расхода металла на электроды. Сборку, а затем и сварку стыкуемых элементов осуществляют с применением кондукторов, которые обеспечивают точность геометрических размеров взаимное расположение стыкуемых стержней.
Контактная стыковая сварка производится методами непрерывного и прерывистого оплавления.
Сварка методом непрерывного оплавления отличается тем, что два свариваемых стержня, подключенные к электрической цепи, начинают медленно сближаться до соприкосновения и одновременного замыкания цепи тока. Начавшееся при включении цепи оплавление металла увеличивается при сближении стержней и завершается сильным сжатием оплавившихся концов. Когда сжатие (осадка) достигает необходимой величины, ток отключают, и сваренные стержни вынимают из зажимов машины. Преимущество сварки в том, что сварной шов может быть расположен в любом месте арматурного каркаса или несущей конструкции.
Сварка методом прерывистого оплавления. В результате сближения: разъединения стержней (одновременно замыкания и размыкания электрической цепи), количество которых колеблется от 3 до 20, концы стержней нагреваются и частично оплавляются. Стержни большого диаметра таким образом нагревают до красного или светло-красного каления затем соединяют их под давлением. Предварительный прогрев повышает температуру свариваемых стержней и тем самым понижает мощность, необходимую для сварки. При стыковой сварке стержни, зажатые губками сварочной машины, соединяют по всей поверхности их торцов и после необходимого предварительного прогрева сжимают.
Достоинства стыковой контактной сварки — высокое качество стыков соединяемых элементов, минимальные затраты электродов и других вспомогательных материалов, возможность механизации и автоматизации процесса сварки, высокая производительность труда.
Дуговая электросварка. Дуговую сварку, т.е. сварку с помощью электрической дуги, которая горит в атмосфере между концом металлического электрода и свариваемой деталью, применяют наиболее часто.
Дуговая электросварка может выполняться как с помощью переменного, так и постоянного тока. Сварка на переменном токе по сравнению с другими видами наиболее экономична. Для получения электрического тока нужных характеристик вместо сложных и громоздких генераторов постоянного тока применяют легкие, мобильные и более дешевые трансформаторы переменного тока. Дуга представляет собой электрический разряд в газовом пространстве, длящийся продолжительное время, выделяющий большое количество световой энергии и имеющий температуру, доходящую до 6000 °С. Нужная тепловая мощность, исчисляемая тысячами калорий, легко регулируется изменением силы тока. Минимальное напряжение, необходимое для возбуждения дуги, составляет при постоянном токе 30…35 В, а при переменном — 40…50 В.
Электроды, которые применяют для сварочных работ, имеют специальное покрытие, которое при сварке испаряется, образующиеся пары легко ионизируются и таким образом повышают устойчивость дуги. При плавлении металл электрода стекает и, охлаждаясь, образует на свариваемой поверхности шов, от прочности которого зависит и прочность сварного соединения в целом. Длина дуги оказывает свое воздействие на качество шва. Чем дуга длиннее, тем большее расстояние проходит расплавленный металл от электрода до шва и, поглощая из воздуха кислород и азот, ухудшает свои механические свойства.
Достоинства дуговой сварки — универсальность, возможность применения в любой точке сложного арматурного каркаса и достижения требуемой прочности сварного шва. Недостатки дуговой сварки — дополнительный расход металла на электроды, низкая производительность труда, требуется более высокая квалификация сварщиков. Обычно сваривают стержни диаметром 10 мм и более, так как при меньших диаметрах стержней возможен их пережог.
Из существующих способов дуговой сварки наиболее часто встречаются следующие — внахлестку, с накладками и ванная (рис. 8.3).
Сущность ванного способа сварки заключается в том, что электрическую дугу возбуждают между торцами свариваемых стержней при помощи электродов. Выделяемая теплота расплавляет металл с торцов стержней и с электрода, в результате чего создается ванна расплавленного металла. Зазор между стержнями принимается равным 1,5…2 диаметра электродах покрытием. Для образования ванны используют инвентарные медные формы и стальные скобы-подкладки. Способ имеет ряд пре имуществ по сравнению с другими видами дуговой сварки — уменьшается расход металла на стык, снижается расход электродов и электроэнергии, а также трудоемкость и себестоимость. Ванная сварка применима для стержней диаметром от 20 до 80 мм.
При дуговой сварке один из проводников тока присоединен к свариваемым деталям, а другой — к электроду, зажатому в электродержателе. После включения тока сварщик касается электродом места сварки, замыкая при этом цепь, и сразу же отводит электрод от детали на 2..-А мм. Образующаяся дуга расплавляет стержень электрода и частично свариваемые детали, металл которых соединяется с металлом электрода. Температура у конца металлического электрода достигает 2100 °С, у свариваемых элементов — 2300 °С, в центре дугового столба — около 5000…6000 °С.
Арматурные работы — это… Что такое Арматурные работы?
комплекс работ по изготовлению, укладке в форму или установке на место бетонирования арматурных элементов железобетонных конструкций. Возросшие масштабы строительства из сборного и монолитного Железобетона потребовали коренного усовершенствования технологии А. р., создания высокопроизводительных машин и оборудования, позволивших механизировать А. р., что, наряду со значительным повышением качества арматуры, снизило в 4—5 раз трудоёмкость основных процессов и улучшило условия работы арматурщиков (в СССР на А. р. в 1968 было занято ок. 100 тыс. рабочих-арматурщиков). В 1970 объём производства сборного железобетона в СССР достигнет примерно 85 млн. м3, при этом расход арматурной стали (См. Арматурная сталь) составит ок. 8 млн. т. А. р. включают ряд операций.Заготовка арматурных стержней из арматурной стали диаметром до 10 мм, поставляемой в мотках, производится на правильно-отрезных автоматах (рис. 1), а из стали большего диаметра, поставляемой в прутках, — путём стыкования их на машинах для контактной сварки с последующей резкой приводными ножницами. Этот процесс осуществляется также на автоматизированных поточных линиях, в состав которых, кроме агрегатов технологического цикла, входит оборудование для перемещения, отмеривания длины, закрепления и сбрасывания отрезанных арматурных стержней. Гибку части заготовленных стержней до сборки в каркасы производят на гибочных станках.
Изготовление арматурных сеток и каркасов из предварительно заготовленных стержней осуществляют с применением контактной (точечной) и дуговой электросварки. Для контактной сварки используют преимущественно одноточечные стационарные машины, а также передвижные машины со сварочными клещами производительностью 1000 сварок в час. Широкие арматурные сетки и плоские каркасы сваривают на многоточечных автоматизированных линиях (рис. 2). Дуговая электросварка, выполняемая в основном вручную, вытесняется более совершенными видами сварки: ванной, полуавтоматической сваркой открытой дугой, в среде защитного газа и др. Подача электродной проволоки в зону сварки механизирована. Для обеспечения надлежащего качества свариваемой арматуры применяют различные методы контроля и, в частности, просвечивание гамма-лучами, магнитографический способ, ультразвуковую дефектоскопию и др.
Заготовку арматуры для предварительно напряжённых железобетонных конструкций осуществляют на установках, производящих размотку арматуры, отмеривание необходимой длины, отрезку и сборку пакетов, состоящих из нескольких проволок, прядей или отд. стержней. Применяются также арматурные элементы в виде пучков проволок или прядей и канатов с спрессованными на концах гильзовыми анкерами, служащими для захвата и закрепления арматуры при натяжении на формах, стендах и на затвердевшем бетоне. Натяжение арматуры осуществляется гидравлическими домкратами (рис. 3). Некоторые железобетонные изделия (главным образом для жилищного строительства) изготовляются с натяжением арматуры электротермическим способом, при котором арматура перед укладкой в форму удлиняется за счёт нагрева до 300—450 °С пропусканием через неё тока большой силы. После укладки в нагретом состоянии и закрепления концов в форме арматура в результате охлаждения напрягается до заданного расчётом усилия.
Сборку и монтаж арматуры при строительстве из монолитного железобетона, устройстве фундаментов под оборудование и т. д. производят из ранее заготовленных плоских или объёмных каркасов и отд. стержней с применением различных видов сварки. Работы по транспортировке и установке арматуры в опалубку (См. Опалубка) выполняются с помощью кранов, кондукторов и другого вспомогательного оборудования.Производство А. р. в СССР регламентируется Строительными нормами и правилами, ГОСТ и другими нормативными документами.
Лит.: Носенко Н. Е., Изготовление арматурных конструкций сборных железобетонных изделий, М., 1958; его же. Механизация и автоматизация изготовления арматуры для железобетона, М., 1970; Богин Н. М., Контроль натяжения арматуры при производстве железобетонных предварительно напряжённых конструкций, М., 1959; Бродский А. Я., Сварка арматуры железобетонных конструкций, М., 1961.
Н. Е. Носенко.
Рис. 1. Прави́льно-отрезной автомат СМ-759 для арматуры диаметром 3—10 мм, поставляемой в мотках: 1 — вращающиеся ножи; 2 — подающие ролики; 3 — ролик отмеривания длины; 4 — барабан правки; 5 — двигатель привода подачи и резки арматуры; 6 — шкаф управления.
Рис. 2. Автоматизированная поточная линия для сварки арматурных сеток шириной до 3800 мм: 1 — бухтодержатели; 2 — консольный кран; 3 — прави́льное устройство; 4 — машина для стыковой сварки АСП-10; 5 — электроточило; 6 — козлы для мерных прутков; 7 — машина для многоточечной сварки сеток АТМС-14 х 75 = 7; 8 — устройство для поперечной подачи проволоки; 9 — ножницы для продольной резки сеток; 10 — ножницы для поперечной резки сеток; 11 — рольганг для передачи сеток; 12 — разделитель для укладки продольно нарезанных сеток; 13 — пакетировщик для укладки сеток в пакеты; 14 — установка для намотки сетки в рулон; 15 — контейнер с готовыми сетками.

Рис. 3. Самоходный гидравлический домкрат 7465 усилием натяжения 6,3 Мн (630 тс): 1 — регулируемые упоры; 2 — рама; 3 — гидравлические цилиндры; 4 — шкаф управления с пультом.
5. Производство арматурных работ на объекте
Армирование железобетонных конструкций желательно осуществлять сварными арматурными каркасами и сетками заводского изготовления. На строительном объекте при возведении монолитных железобетонных конструкций выполняют следующие операции:
укрупнительную сборку пространственных арматурных каркасов;
установку готовых каркасов и сеток в опалубку;
установку и вязку арматуры отдельными стержнями в опалубке.
Если по условиям транспортирования крупноразмерные каркасы или
сетки
заготовляют или перевозят частями, то
их укрупняют на строительстве до
проектных размеров дуговой или ванной
сваркой. Укрупнительную сборку
производят непосредственно в проектном
положении (в опалубке) или в стороне
от места установки на заранее оборудованной
площадке. Укрупнительная сборка
арматурных каркасов перед их подъемом
и установкой дает возможность лучше
использовать грузоподъемность крана
и значительную часть работы выполнять
арматурщикам в более удобных и безопасных
условиях. Монтаж арматурных конструкций
следует производить преимущественно
из крупноразмерных блоков и уни


 фицированных
сеток заводского изготовления с
обеспечением фиксации защитного слоя.
фицированных
сеток заводского изготовления с
обеспечением фиксации защитного слоя.
Смонтированная арматура должна быть надежно закреплена и предохранена от деформаций и смещений в процессе производства работ по бетонированию конструкций.
Крестовые пересечения стержней арматуры, уложенных поштучно, необходимо скреплять вязальной проволокой или с помощью специальных проволочных соединительных скрепок.
Арматуру можно устанавливать в опалубку только после проверки соответствия опалубки проектным размерам с учетом допусков, установленных СНиПом.
| Рис. 8.3. Способы соединения арматурных стержней: а- соединение стержней ручной дуговой сваркой: /—с накладками и двусто-ронними швами; II—то же, с односторонними швами; III—то же, внах-лестку; б—дуговая сварка с принудительным фор-мированием шва кресто-образных горизонтальных соединений стержней; в — то же, горизонтального с вертикальным; г- кон-тактная точечная сварка при стыковом соединении стержней внахлестку; д- то же, при крестообраз-ном соединении; е- вязка проволокой пересечений стержней; ж- соединение стержней в пересечениях пружинными фиксатора-ми; /-соединяемые стерж-ни; 2- круглые накладки; 3-электроды; 4- инвен-тарные (медные или графитовые) формы; 5- вязальная проволока; 6 — пружинные фиксаторы |

При монтаже арматуры в опалубку и последующем бетонировании любой конструкции необходимо соблюдать указанную в проекте заданную толщину защитного слоя бетона, т.е. расстояние между внешними поверхностями арматуры и бетона конструкции. Правильно обеспеченный и выполненный защитный слой бетона надежно предохраняет арматуру от коррозирующего воздействия внешней среды. Толщину защитного слоя «бетона обеспечивают различными способами.
К пространственным и плоским арматурным каркасам целесообразно приваривать обрезки стержней из нержавеющей стали, упирающиеся в стенки и днище короба опалубки, или удлиненные стержни. Такое решение применяют в том случае, когда конструкция будет работать только в сухих условиях эксплуатации. При армировании плит перекрытия двумя метками по высоте проектное положение фиксируют подставками из круглой арматурной стали, изогнутыми «зигзагами» или установкой так газываемых «лягушек» для сеток нижнего ряда и «козелков» для верхней сетки (рис. 8.4).
Рис. 8.4. «Лягушка» и «козелок» для обеспечения защитного слоя бетона в перекрытиях: а-«лягушка», для обеспечения защитного слоя для нижней арматурной сетки; б—«козелки», для обеспечения защитного слоя для верхней арматурной сетки | Применяют заранее заготовленные бетонные подкладки и прокладки, которые целесообразно армировать обрезками вязальной проволоки во избежание раскалывания. Концами проволоки привязывают прокладку к вышерасположенному арматурному стержню. Более новыми типами фиксаторов являются фигурные пластмассовые и прорезные капроновые кольца. Эти фиксаторы характеризуются высокими технологическими свойствами. Во время установки на арматуру такое фигурное кольцо за чет присущей ему упругости немного раздвигается и плотно охватывает стержень (рис. 8.5). Защитный слой бетона в плитах и стенах толщиной до 10 см должен быть не менее 10 мм; в плитах и стенах толщиной более 10 см — не менee 15 мм; в балках и колоннах при диаметре продольной арматуры 0…32 мм — не менее 25 мм, при большем диаметре стержней — не менee 30 мм. |




 Монтаж
арматурных конструкций обычно
произ-водят с транспортных средств
с помощью крана, используемого для
подачи опалубки и бетонной смеси.
Арматурные каркасы массой до 100 кг
можно устанавливать вручную,
поднимая краном в зону работ сразу
несколько каркасов. Изделия большей
массы устанавливают непосредственно
краном. Как и для сборных железобетонных
элементов,
Монтаж
арматурных конструкций обычно
произ-водят с транспортных средств
с помощью крана, используемого для
подачи опалубки и бетонной смеси.
Арматурные каркасы массой до 100 кг
можно устанавливать вручную,
поднимая краном в зону работ сразу
несколько каркасов. Изделия большей
массы устанавливают непосредственно
краном. Как и для сборных железобетонных
элементов,желательно поднимать и монтировать арматурные каркасы в том положении, в котором они будут работать в забетонированной конструкции.
Арматуру фундаментов под колонны промышленных и гражданских зданий укладывают на бетонную подготовку между щитами опалубки фундаментов.
При небольшой высоте колонн, а также при легких каркасах арматурный каркас колонн устанавливают путем его опускания с помощью крана в готовую опалубку.
Установленный арматурный каркас, через нижнее окно короба опалубки колонны приваривают или привязывают к выпускам арматуры, забетонированным в фундаменте, плите или колонне нижележащего этажа. Тяжелые каркасы колонн устанавливают раньше опалубки и соединяют с выпусками арматуры нижнего этажа на сварке. Часто, особенно при большой высоте колонн, арматурный каркас заводят в опалубку, у которой

Рис. 8.5. Способы обеспечения защитного слоя арматуры:
а —в балках и ребрах плит при помощи упоров; б —в балках посредством удлиненных
стержней; в —бетонной подкладкой с проволочной скруткой; г —бетонной пробкой с
пружинной скобой; д — упругим пластмассовым фиксатором; е — металлическими
штампованными подставками
уже собраны две или три стенки. Производят выверку каркаса, соединение с арматурными выпусками, после чего завершают сборку опалубочного блока колонны.
Установку арматурных каркасов прогонов и балок производят в готовые короба опалубки. Сварные сетки и плоские каркасы с односторонним расположением рабочих стержней стыкуют на месте установки без сварки с напуском верхнего каркаса не менее чем на 250 мм.
Армирование плит перекрытия производят путем укладки в пространственные конструкции готовых сварных сеток, стыкование которых осуществляют внахлестку электродуговой сваркой.
Установку любой арматуры следует вести так, чтобы не повредить ранее установленную и выверенную опалубку, а также не деформировать арматурные каркасы. В процессе производства работ допускаются в отдельных Случаях бессварочные соединения стержней: стыковые при соединении внахлестку или обжимными гильзами и винтовыми муфтами с обеспечением равноправного стыка и крестообразные, выполняемые вязкой отожженной проволокой.
Приемка смонтированной арматуры, всех стыковых соединений должна проводиться до укладки бетонной смеси и оформляться актом на скрытые работы, в котором обязательно оценивают качество выполненных работ. Приемку установленной в проектное положение арматуры производят, по захваткам, подготовленным для бетонирования.
Кроме проверки проектных размеров смонтированной арматуры по чертежам устанавливают наличие и места расположения фиксаторов, прочность и целостность сборки армоконструкции, которая должна обеспечивать неизменность формы при бетонировании. Кроме этого отмечают все отступления от проекта, сверяют с проектом количество и диаметр стержней, а также правильность их расположения и качество электросварки в пересечениях стержней.